
Full resolution (JPEG) - On this page / på denna sida - XXIII. Motorrenoveringar av ingenjör Hans Holm
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
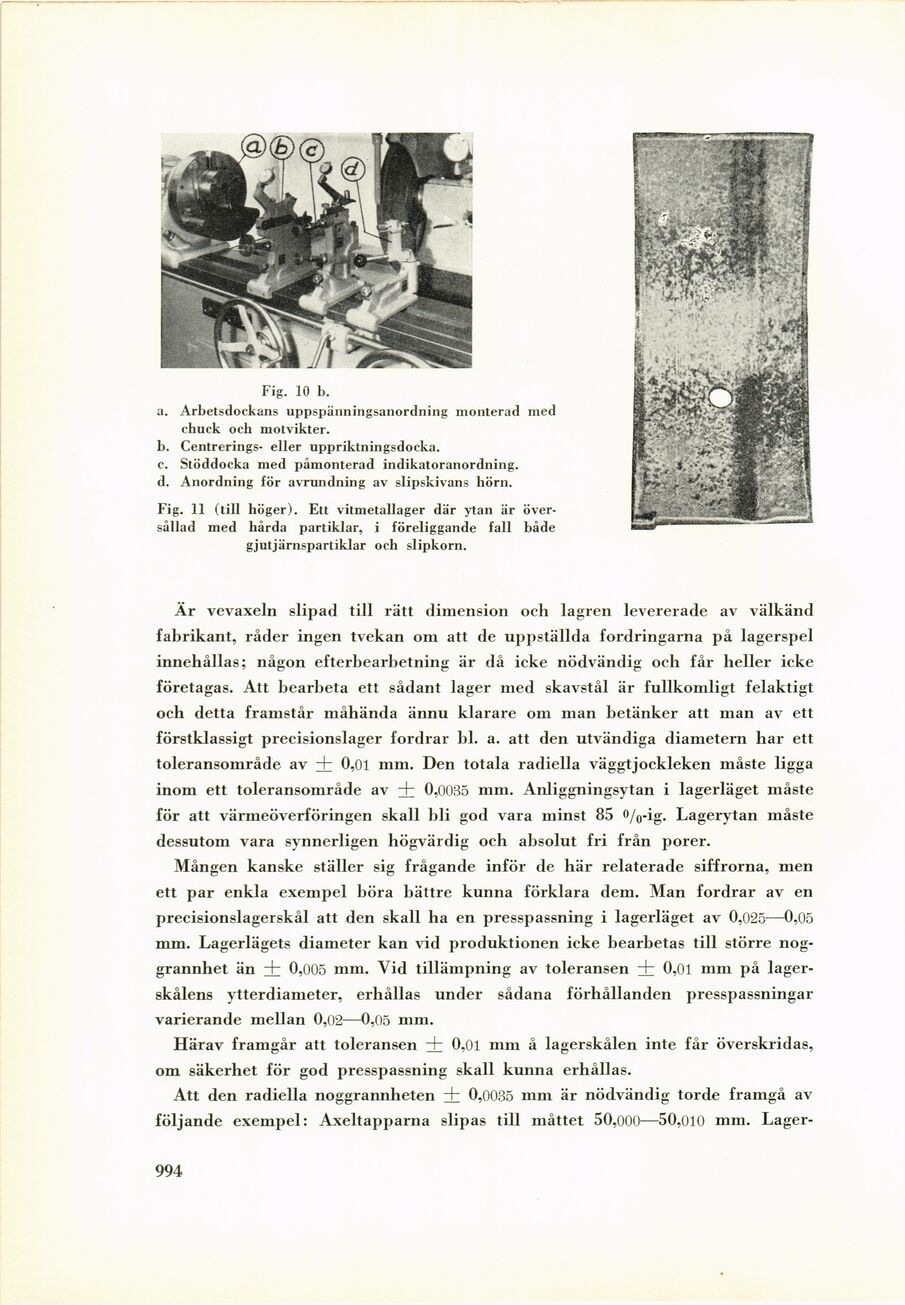
Fig. 10 b.
a. Arbetsdockans uppspänningsanordning monterad med
chuck och motvikter.
b. Centrerings- eller uppriktningsdocka.
c. Stöddocka med påmonterad indikatoranordning.
d. Anordning för avrundning av slipskivans hörn.
Fig. 11 (till höger). Ett vitmetallager där ytan är
översållad med hårda partiklar, i föreliggande fall både
gjutjärnspartiklar och slipkorn.
Är vevaxeln slipad till rätt dimension och lagren levererade av välkänd
fabrikant, råder ingen tvekan om att de uppställda fordringarna på lagerspel
innehållas; någon efterbearbetning är då icke nödvändig och får heller icke
företagas. Att bearbeta ett sådant lager med skavstål är fullkomligt felaktigt
och detta framstår måhända ännu klarare om man betänker att man av ett
förstklassigt precisionslager fordrar bl. a. att den utvändiga diametern har ett
toleransområde av + 0,01 mm. Den totala radiella väggtjockleken måste ligga
inom ett toleransområde av + 0,0035 mm. Anliggningsytan i lagerläget måste
för att värmeöverföringen skall bli god vara minst 85 °/o_ig- Lagerytan måste
dessutom vara synnerligen högvärdig och absolut fri från porer.
Mången kanske ställer sig frågande inför de här relaterade siffrorna, men
ett par enkla exempel böra bättre kunna förklara dem. Man fordrar av en
precisionslagerskål att den skall ha en presspassning i lagerläget av 0,025—0,05
mm. Lagerlägets diameter kan vid produktionen icke bearbetas till större
noggrannhet än + 0,005 mm. Vid tillämpning av toleransen + 0,01 mm på
lager-skålens ytterdiameter, erhållas under sådana förhållanden presspassningar
varierande mellan 0,02—0,05 mm.
Härav framgår att toleransen + 0,01 mm å lagerskålen inte får överskridas,
om säkerhet för god presspassning skall kunna erhållas.
Att den radiella noggrannheten + 0,0035 mm är nödvändig torde framgå av
följande exempel: Axeltapparna slipas till måttet 50,000—50,010 mm. Lager-
994
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}