
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
126
INDU STRITIDN IN GEN NORDEN
Huguets kontursvarv.
Av argentinaren A. C. Huguet, Buenos Aires, har
uppfunnits en anordning vid svarvar och skärmaskiner
— av alla slag — avseende automatisk svarvning med
stor noggrannhet.
Uppfinningen består huvudsakligen i att på svarvens
eller maskinens verktygsslid anbringas en särskild
verktygssupport, som kan förskjuta sig i sin
längdriktning, och en ledaresupport, som också är
förskjutbar i sin längdriktning, och som verkar mot en
schablon eller modell, som är fäst vid en fast del av
svarvens stativ. Denna ledare pressas emot modellen
medelst en fjäder, varvid de båda supporterna äro på
lämpligt sätt sammanlänkade, så att rörelse av den
ena kommer att medföra en motsvarande rörelse av den
andra.
U&.l
83 26
Huguets konstruktion avser vidare en anordning
förmedelst vilken bl. a. tjockleken av det föremål,
som skall svarvas, kan minskas eller ökas efter
önskan i förhållande till tjockleken av schablonen
eller modellen, varvid arbetet sker automatiskt och
tillförlitligt, utan att yrkesskickliga arbetare behöva
tagas till hjälp, varigenom icke blott en väsentlig
besparing i tillverkningskostnad kan uppnås, utan föremålen
kunna också svarvas på mycket kortare tid.
Uppfinningen har också andra ändamål, vilka
komma att framgå av efterföljande beskrivning.
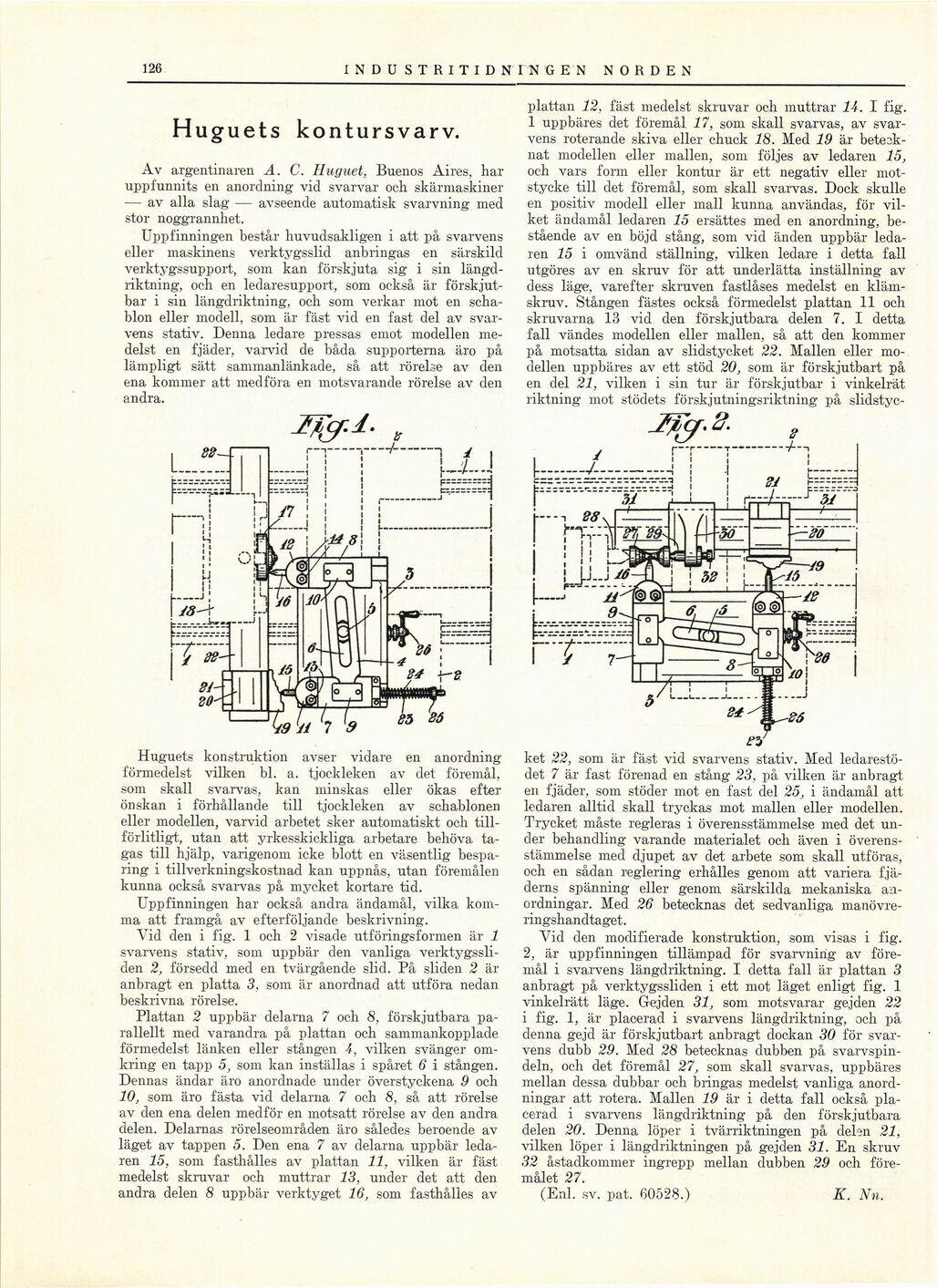
Vid den i fig. 1 och 2 visade utföringsformen är 1
svarvens stativ, som uppbär den vanliga
verktygssli-den 2, försedd med en tvärgående slid. På sliden 2 är
anbragt en platta 3, som är anordnad att utföra nedan
beskrivna rörelse.
Plattan 2 uppbär delarna 7 och 8, förskjutbara
parallellt med varandra på plattan och sammankopplade
förmedelst länken eller stången 4, vilken svänger
omkring en tapp 5, som kan inställas i spåret 6 i stången.
Dennas ändar äro anordnade under överstyckena 9 och
10, som äro fästa vid delarna 7 och 8, så att rörelse
av den ena delen medför en motsatt rörelse av den andra
delen. Delarnas rörelseområden äro således beroende av
läget av tappen 5. Den ena 7 av delarna uppbär
ledaren 15, som fasthålles av plattan 11, vilken är fäst
medelst skruvar och muttrar 13, under det att den
andra delen 8 uppbär verktyget 16, som fasthålles av
plattan 12, fäst medelst skruvar och muttrar 14. I fig.
1 uppbäres det föremål 17, som skall svarvas, av
svarvens roterande skiva eller chuck 18. Med 19 är
betecknat modellen eller mallen, som följes av ledaren 15,
och vars form eller kontur är ett negativ eller
motstycke till det föremål, som skall svarvas. Dock skulle
en positiv modell eller mall kunna användas, för
vilket ändamål ledaren 15 ersättes med en anordning,
bestående av en böjd stång, som vid änden uppbär
ledaren 15 i omvänd ställning, vilken ledare i detta fall
utgöres av en skruv för att underlätta inställning av
dess läge, varefter skruven fastlåses medelst en
klämskruv. Stången fästes också förmedelst plattan 11 och
skruvarna 13 vid den förskjutbara delen 7. I detta
fall vändes modellen eller mallen, så att den kommer
på motsatta sidan av slidstycket 22. Mallen eller
modellen uppbäres av ett stöd 20, som är förskjutbart på
en del 21, vilken i sin tur är förskjutbar i vinkelrät
riktning mot stödets förskjutningsriktning på slidstyc-
r. 2.
ket 22, som är fäst vid svarvens stativ. Med
ledarestödet 7 är fast förenad en stång 23, på vilken är anbragt
en fjäder, som stöder mot en fast del 25, i ändamål att
ledaren alltid skall tryckas mot mallen eller modellen.
Trycket måste regleras i överensstämmelse med det
under behandling varande materialet och även i
överensstämmelse med djupet av det arbete som skall utföras,
och en sådan reglering erhålles genom att variera
fjäderns spänning eller genom särskilda mekaniska
anordningar. Med 26 betecknas det sedvanliga
manövreringshandtaget.
Vid den modifierade konstruktion, som visas i fig.
2, är uppfinningen tillämpad för svarvning av
föremål i svarvens längdriktning. I detta fall är plattan 3
anbragt på verktygssliden i ett mot läget enligt fig. 1
vinkelrätt läge. Gejden 31, som motsvarar gejden 22
i fig. 1, är placerad i svarvens längdriktning, och på
denna gejd är förskjutbart anbragt dockan 30 för
svarvens dubb 29. Med 28 betecknas dubben på
svarvspindeln, och det föremål 27, som skall svarvas, uppbäres
mellan dessa dubbar och bringas medelst vanliga
anordningar att rotera. Mallen 19 är i detta fall också
placerad i svarvens längdriktning på den förskjutbara
delen 20. Denna löper i tvärriktningen på delen 21,
vilken löper i längdriktningen på gejden 31. En skruv
32 åstadkommer ingrepp mellan dubben 29 och
föremålet 27.
(Enl. sv. pat. 60528.) K. Nn.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}