
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
133 INDU STRITIDNINGEN NORDEN
den till höger. Genom ett tryck på glaset kan man lätt
övertyga sig att linjerna löpa utåt på båda sidor,
således att de båda ytorna luta åt motsatt håll. Den
vänstra yta.ns linjer bli i det väsentligaste lika. Man
ser av detta exempel, att det fordras rätt mycken
erfarenhet och vana för att riktigt bedöma
interferensbilderna.
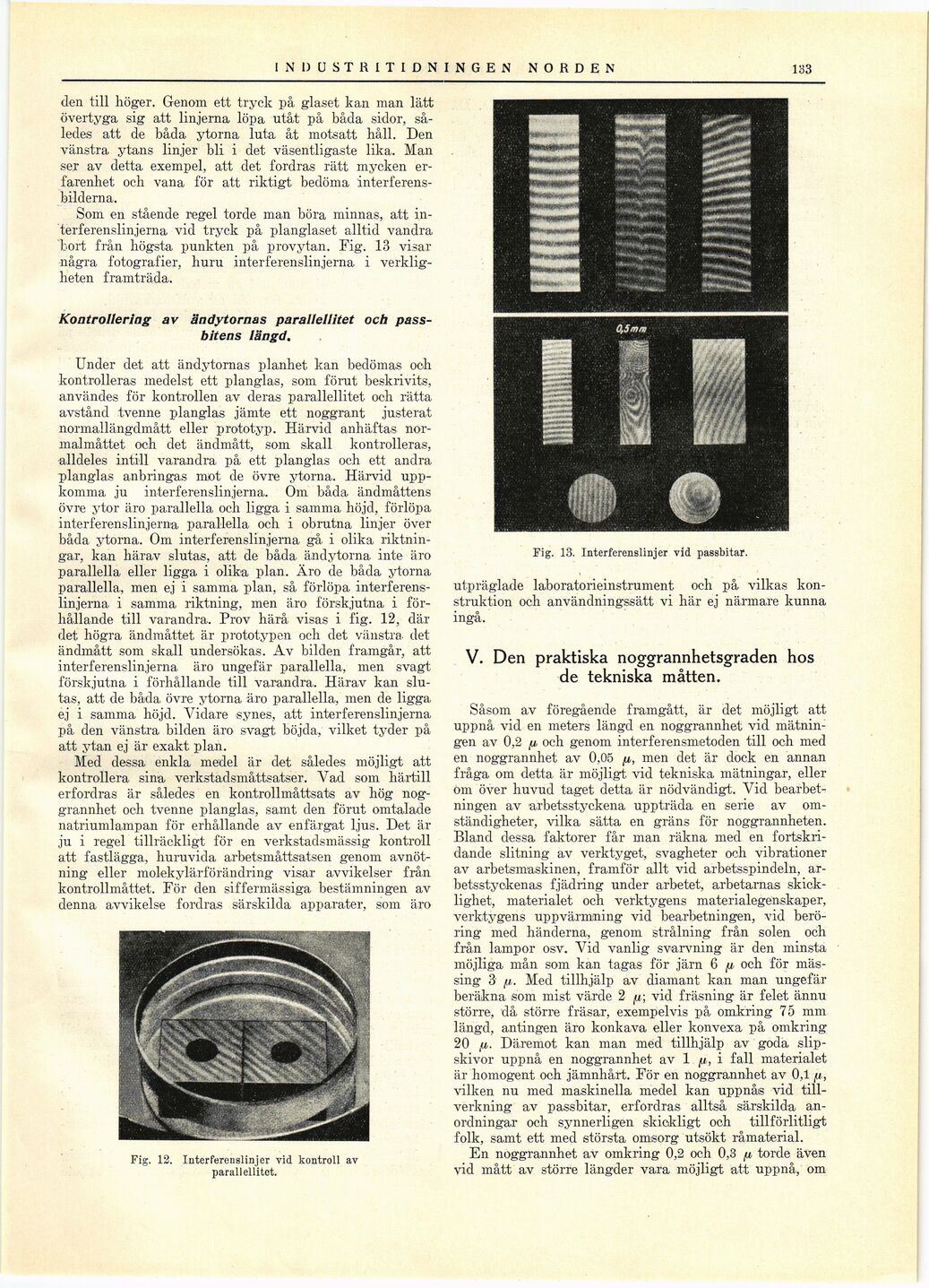
Som en stående regel torde man böra minnas, att
interferenslinjerna vid tryck på planglaset alltid vandra
bort från högsta punkten på provytan. Fig. 13 visar
några fotografier, huru interferenslinjerna i
verkligheten framträda.
Kontrollering av ändytornas parallellitet och
passbitens längd.
Under det att ändytornas planhet kan bedömas och
kontrolleras medelst ett planglas, som förut beskrivits,
användes för kontrollen av deras parallellitet och rätta
avstånd tvenne planglas jämte ett noggrant justerat
normallängdmått eller prototyp. Härvid anhäftas
normalmåttet och det ändmått, som skall kontrolleras,
alldeles intill varandra på ett planglas och ett andra
planglas anbringas mot de övre ytorna. Härvid
uppkomma ju interferenslinjerna. Om båda ändmåttens
övre ytor äro parallella och ligga i samma höjd, förlöpa
interferenslinjerna parallella och i obrutna linjer över
båda ytorna. Om interferenslinjerna gå i olika
riktningar, kan härav slutas, att de båda ändytorna inte äro
parallella eller ligga i olika plan. Äro de båda ytorna
parallella, men ej i samma plan, så förlöpa
interferenslinjerna i samma riktning, men äro förskjutna i
förhållande till varandra. Prov härå visas i fig. 12, där
det högra ändmåttet är prototypen och det vänstra- det
ändmått som skall undersökas. Av bilden framgår, att
interferenslinjerna äro ungefär parallella, men svagt
förskjutna i förhållande till varandra. Härav kan
slutas, att de båda övre ytorna äro parallella, men de ligga
ej i samma höjd. Vidare synes, att interferenslinjerna
på den vänstra bilden äro svagt böjda, vilket tyder på
att ytan ej är exakt plan.
Med dessa enkla medel är det således möjligt att
kontrollera sina verkstadsmåttsatser. Vad som härtill
erfordras är således en kontrollmåttsats av hög
noggrannhet och tvenne planglas, samt den förut omtalade
natriumlampan för erhållande av enfärgat ljus. Det är
ju i regel tillräckligt för en verkstadsmässig kontroll
att fastlägga, huruvida arbetsmåttsatsen genom
avnöt-ning eller molekylärförändring visar avvikelser från
kontrollmåttet. För den siffermässiga bestämningen av
denna avvikelse fordras särskilda apparater, som äro
Fig. 12. Interferenslinjer vid kontroll av
parallellitet.
Fig. 13. Interferenslinjer vid passbitar.
utpräglade laboratorieinstrument och på vilkas
konstruktion och användningssätt vi här ej närmare kunna
ingå.
V. Den praktiska noggrannhetsgraden hos
de tekniska måtten.
Såsom av föregående framgått, är det möjligt att
uppnå vid en meters längd en noggrannhet vid
mätningen av 0,2 fi och genom interferensmetoden till och med
en noggrannhet av 0,05 fi, men det är dock en annan
fråga om detta är möjligt vid tekniska mätningar, eller
om över huvud taget detta är nödvändigt. Vid
bearbetningen av arbetsstyckena uppträda en serie av
omständigheter, vilka sätta en gräns för noggrannheten.
Bland dessa faktorer får man räkna med en
fortskridande slitning av verktyget, svagheter och vibrationer
av arbetsmaskinen, framför allt vid arbetsspindeln,
ar-betsstyckenas fjädring under arbetet, arbetarnas
skicklighet, materialet och verktygens materialegenskaper,
verktygens uppvärmning vid bearbetningen, vid
beröring med händerna, genom strålning från solen och
från lampor osv. Vid vanlig svarvning är den minsta
möjliga mån som kan tagas för järn 6 fi och för
mässing 3’ fi,. Med tillhjälp av diamant kan man ungefär
beräkna som mist värde 2 fi/, vid fräsning är felet ännu
större, då större fräsar, exempelvis på omkring 75 mm
längd, antingen äro konkava eller konvexa på omkring
20 fi. Däremot kan man med tillhjälp av goda
slipskivor uppnå en noggrannhet av 1 fi, i fall materialet
är homogent och jämnhårt. För en noggrannhet av 0,1 fi.,
vilken nu med maskinella medel kan uppnås vid
tillverkning av passbitar, erfordras alltså särskilda
anordningar och synnerligen skickligt och tillförlitligt
folk, samt ett med största omsorg utsökt råmaterial.
En noggrannhet av omkring 0,2 och 0,3 fi torde även
vid mått av större längder vara möjligt att uppnå, om
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}