
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
INDUSTRITIDNINGEN NORDEN
på en horisontalsvarv, eller koncentriska ringar av olika
diameter, som bildas exempelvis på en karusellsvarv.
Delskikten kunna också antaga andra former,
exempelvis om det är fråga om koniska arbetsstycken.
Skiljefogarna hållas så smala som möjligt. De äro i
figurerna ritade överdrivet breda endast för att tydligt
visa, att skalstålens spetsar och egghörn gå klara. De
kunna utföras mecl ett i vila eller ett i rörelse varande
hyvelstål, svarvstål, fräs el. dyl. Skiljefogen behöver
emellertid icke nödvändigt bildas under skärverkan. Den
kan också bildas under tryckverkan, t. ex. genom en
skarpkantad rulle el. dyl.
Efter skiktskiljaren kommer skalstålet, som består av
ett skärverktyg av exempelvis romboidalt och relativt
rörelseriktningen symmetriskt tvärsnitt. Kanterna till
de båda symmetriskt anordnade, i plan triangulära
eggarna äro parallella med bearbetningsytan och arbeta
alltså med ren horisontalskärning. Deras längd och
anordningen av verktyget äro så valda, att såväl
verktygets spets som skärkanternas båda ändar arbeta i
skiljefogar eller utanför arbetsstyckets kant.
Genom denna anordning av skalstålet ernås, att det
kommer att kasta upp det material, som skall
avskiljas, till vänster och höger framför sig, varvid det
finfördelas i vida mindre grad än vad som tidigare varit
vanligt. Genom stålets symmetriska form kunna därvid
inga tvärs mot rörelseriktningen verkande tryck
uppkomma. Å andra sidan är det ingenting som hindrar
att låta flera skalstål, föregångna av ett antal
skikt-skiljare, samtidigt arbeta parallellt på arbetsstycket
och på så sätt bearbeta en större yta på en gång i ett
slag. Denna möjlighet begränsas vid maskinerna endast
av konstruktionsdelarnas resp. drivanordningens
styrka, emedan trots mindre specifik arbetsförbrukning en
ökad arbetsbredd erfordrar väsentligt större
arbets-effekter än hittills.
De för bearbetning avsedda ytorna vinkelrätt mot
Verktygets rörelseriktning kunna också vara krökta,
korrugerade, profilerade, utförda i vinkel resp.
sammansatta, såsom vid prismastyrningar för hyvelbäddar.
Vidare är tillämpningen av förfaringssättet icke
begränsad till bearbetning av ytan på arbetsstycken.
Detsamma kan också tillämpas vid djuparbete, t. ex.
borrning, sågning, upprymning o. dyl.
Skiktsuppdelningen och avskalningen behöva icke
nödvändigt båda eller uteslutande utföras genom i vila
varande verktyg under kontinuerlig relativrörelse
mellan arbetsstycket och verktyget. Jämte denna
relativrörelse kan man hava en separat drivning av verktyget.
Denna kan vara kontinuerlig, ex. om skiktupp delaren
utföres i form av en cirkelsåg och meddelas
rotationsrörelse. Den kan också ske intermittent eller stötvis,
ex. om skalstålet påverkas stötvis genom pressluft.
Det vid bearbetningen uppkommande värmet kan
avledas särskilt gynnsamt, om man låter skalstålet gå
ned med fullt tvärsnitt ända inemot bearbetningsytan,
genomborrar det så långt och kyler det mecl luft eller
vätska.
Även om det är enklast att låta skiktskiljaren och
skalstålet verka i ett arbetstempo, så är detta icke i
och för sig absolut nödvändigt för förfarandet. Det är
också tänkbart att exempelvis, för att icke för starkt
belasta verktygsmaskiner och det oaktat arbeta på full
bredd, låta processen ske i två arbetstempon på så sätt,
att ytskiktet uppdelas i det första tempot och avskalas
i det andra.
Man kan låta skalstålet efterföljas av ett
slätverktyg, medelst vilket den vid avskalningen event. er-
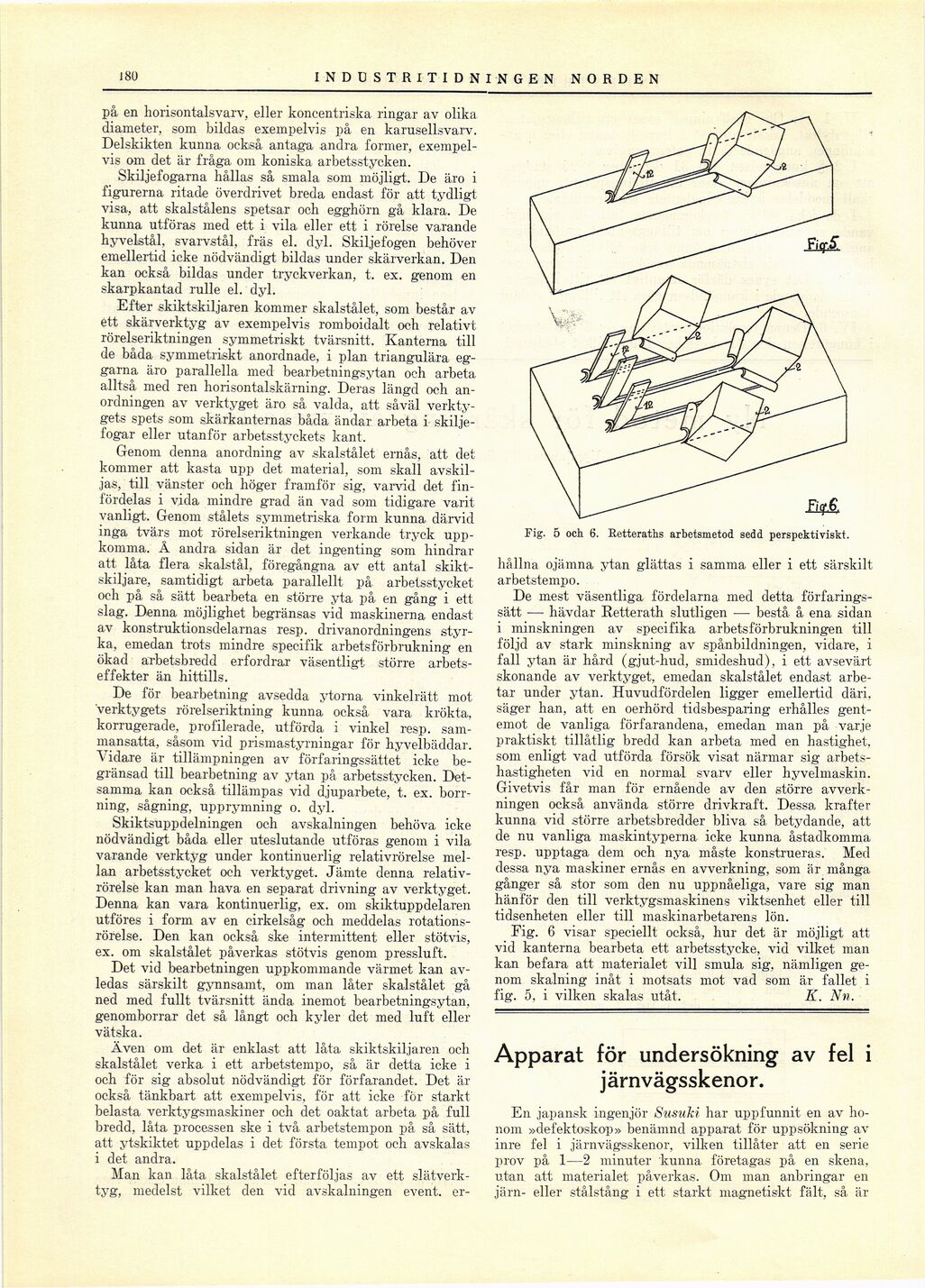
Fig. 5 och 6. Retteraths arbetsmetod sedd perspektiviskt.
hållna ojämna ytan glättas i samma eller i ett särskilt
arbetstempo.
De mest väsentliga fördelarna med detta
förfaringssätt -— hävdar Retterath slutligen •— bestå å ena sidan
i minskningen av specifika arbetsförbrukningen till
följd av stark minskning av spånbildningen, vidare, i
fall ytan är hård (gjut-hud, smideshud), i ett avsevärt
skonande av verktyget, emedan skalstålet endast
arbetar under ytan. Huvudfördelen ligger emellertid däri.
säger han, att en oerhörd tidsbesparing erhålles
gentemot de vanliga förfarandena, emedan man på varje
praktiskt tillåtlig bredd kan arbeta med en hastighet,
som enligt vad utförda försök visat närmar sig
arbets-hastigheten vid en normal svarv eller hyvelmaskin.
Givetvis får man för ernående av den större
avverkningen också använda större drivkraft. Dessa krafter
kunna vid större arbetsbredder bliva så betydande, att
de nu vanliga maskintyperna icke kunna åstadkomma
resp. upptaga dem och nya måste konstrueras. Mecl
dessa nya maskiner ernås en avverkning, som är många
gånger så stor som clen nu uppnåeliga, vare sig man
hänför den till verktygsmaskinens viktsenhet eller till
tidsenheten eller till maskinarbetarens lön.
Fig. 6 visar speciellt också, hur det är möjligt att
vid kanterna bearbeta ett arbetsstycke, vid vilket man
kan befara att materialet vill smula sig, nämligen
genom skalning inåt i motsats mot vad som är fallet i
fig. 5, i vilken skalas utåt. K. Nn.
Apparat för undersökning av fel i
järnvägsskenor.
En japansk ingenjör Susuki har uppfunnit en av
honom »defektoskop» benämnd apparat för uppsökning av
inre fel i järnvägsskenor, vilken tillåter att en serie
prov på 1—2 minuter kunna, företagas på en skena,
utan att materialet påverkas. Om man anbringar en
järn- eller stålstång i ett starkt magnetiskt fält, så är
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}