
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
384
INDUSTRITID N IN GEN NORDEN
supporten och utrustad med skjuthjul av stål. Prisman
har kokillhärdade styrningar. Materialframmatningen
är maskinell.
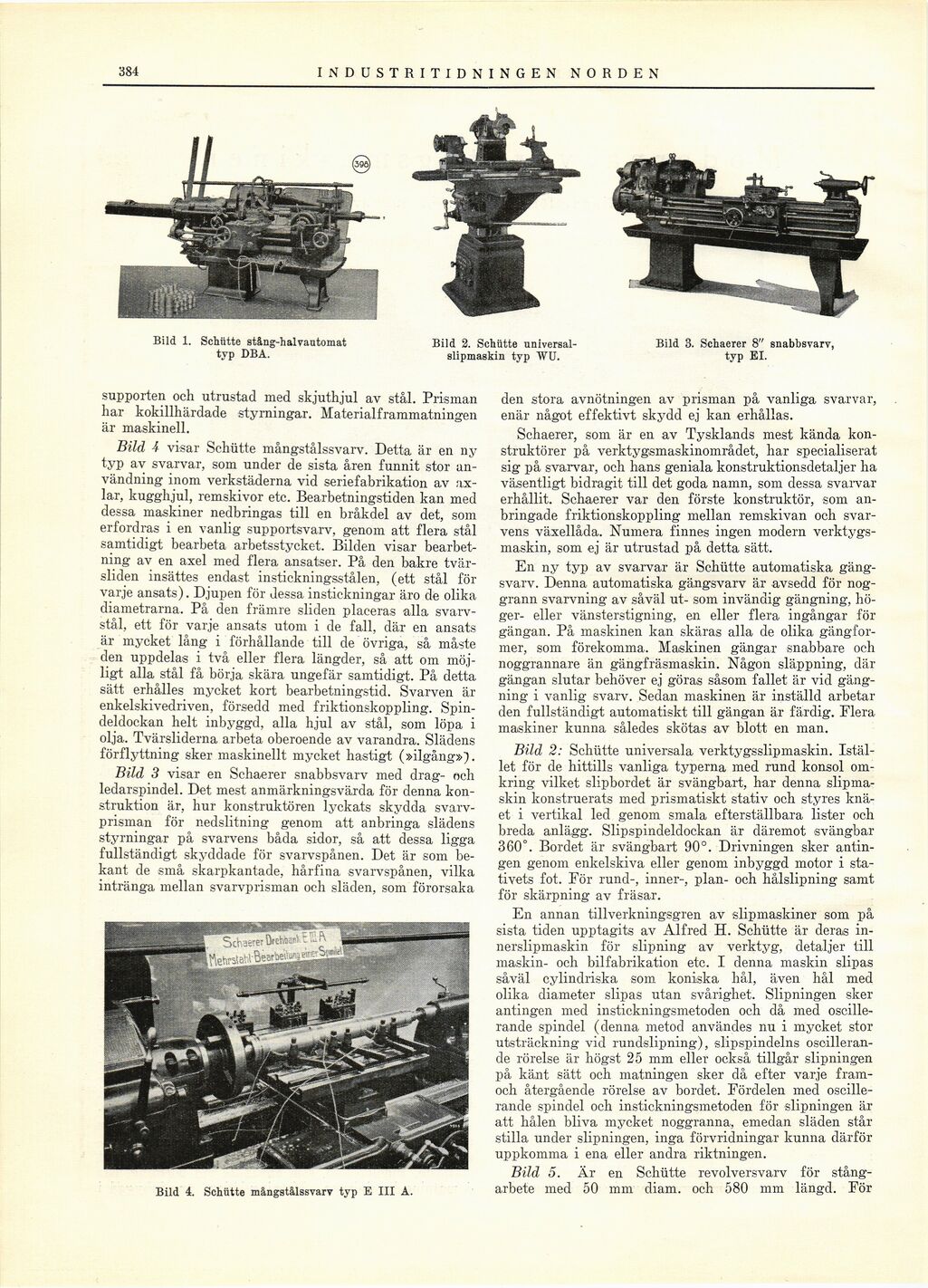
Bild U visar Schütte mångstålssvarv. Detta är en ny
typ av svarvar, som under de sista åren funnit stor
användning inom verkstäderna vid seriefabrikation av
axlar, kugghjul, remskivor etc. Bearbetningstiden kan med
dessa maskiner nedbringas till en bråkdel av det, som
erfordras i en vanlig supportsvarv, genom att flera stål
samtidigt bearbeta arbetsstycket. Bilden visar
bearbetning av en axel med flera ansatser. På den bakre
tvärsliden insättes endast instickningsstålen, (ett stål för
varje ansats). Djupen för dessa instickningar äro de olika
diametrarna. På den främre sliden placeras alla
svarvstål, ett för varje ansats utom i de fall, där en ansats
är mycket lång i förhållande till de övriga, så måste
den uppdelas i två eller flera längder, så att om
möjligt alla stål få börja skära ungefär samtidigt. På detta
sätt erhålles mycket kort bearbetningstid. Svarven är
enkelskivedriven, försedd med friktionskoppling.
Spindeldockan helt inbyggd, alla hjul av stål, som löpa i
olja, Tvärsliderna arbeta oberoende av varandra. Slädens
förflyttning sker maskinellt mycket hastigt (»ilgång»).
Bild 3 visar en Schaerer snabbsvarv med drag- och
ledarspindel. Det mest anmärkningsvärda för denna
konstruktion är, hur konstruktören lyckats skydda
svarvprisman för nedslitning genom att anbringa slädens
styrningar på svarvens båda sidor, så att dessa ligga
fullständigt skyddade för svarvspånen. Det är som
bekant de små skarpkantade, hårfina svarvspånen, vilka
intränga mellan svarvprisman och släden, som förorsaka
Bild 4. Schütte mångstålssvarv typ E III A.
den stora avnötningen av prisman på vanliga svarvar,
enär något effektivt skydd ej kan erhållas.
Schaerer, som är en av Tysklands mest kända
konstruktörer på verktygsmaskinområdet, har specialiserat
sig på svarvar, och hans geniala konstruktionsdetaljer ha
väsentligt bidragit till det goda namn, som dessa svarvar
erhållit. Schaerer var den förste konstruktör, som
anbringade friktionskoppling mellan remskivan och
svarvens växellåda. Numera finnes ingen modern
verktygsmaskin, som ej är utrustad på detta sätt.
En ny typ av svarvar är Schütte automatiska
gängsvarv. Denna automatiska gängsvarv är avsedd för
noggrann svarvning av såväl ut- som invändig gängning,
höger- eller vänsterstigning, en eller flera ingångar för
gängan. På maskinen kan skäras alla de olika
gängformer, som förekomma. Maskinen gängar snabbare och
noggrannare än gängfräsmaskin. Någon släppning, där
gängan slutar behöver ej göras såsom fallet är vid
gängning i vanlig svarv. Sedan maskinen är inställd arbetar
den fullständigt automatiskt till gängan är färdig. Flera
maskiner kunna således skötas av blott en man.
Bild 2: Schütte universala verktygsslipmaskin.
Istället för de hittills vanliga typerna med rund konsol
omkring vilket slipbordet är svängbart, har denna
slipmaskin konstruerats med prismatiskt stativ och styres
knäet i vertikal led genom smala efterställbara lister och
breda anlägg. Slipspindeldockan är däremot svängbar
360°. Bordet är svängbart 90°. Drivningen sker
antingen genom enkelskiva eller genom inbyggd motor i
stativets fot. För rund-, inner-, plan- och hålslipning samt
för skärpning av fräsar.
En annan tillverkningsgren av slipmaskiner som på
sista tiden upptagits av Alfred H. Schütte är deras
in-nerslipmaskin för slipning av verktyg, detaljer till
maskin- och bilfabrikation etc. I denna maskin slipas
såväl cylindriska som koniska hål, även hål med
olika diameter slipas utan svårighet. Slipningen sker
antingen med instickningsmetoden och då med
oscillerande spindel (denna metod användes nu i mycket stor
utsträckning vid rundslip ning), slipspindelns
oscillerande rörelse är högst 25 mm eller också tillgår slipningen
på känt sätt och matningen sker då efter varje
fram-och återgående rörelse av bordet. Fördelen med
oscillerande spindel och instickningsmetoden för slipningen är
att hålen bliva mycket noggranna, emedan släden står
stilla under slipningen, inga förvridningar kunna därför
uppkomma i ena eller andra riktningen.
Bild 5. Är en Schütte revolversvarv för
stångarbete med 50 mm diam. och 580 mm längd. För
Bild 1. Schütte stång-halvautomat
typ DBA.
Bild 2. Schütte
universal-slipmaskin typ WU.
Bild 3. Schaerer 8" snabbsvarv,
typ El.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}