
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
"MASKINELEMENT
Fig. 6/8. Tryckfördelning i radiallager
utan och med smörjspår.
lagerspel i mm
a = koefficient = 0,035 à 0,io, medeltal = 0,oe
d= axeldiameter i mm
Vj— smörjningsmedlets dynamiska visko?
sitet i kgs/m2
n = varvtalet i r/m
Är lagerspelet bestämt, väljes sedan
lämplig ISA?passning. Tab. 6:4 ger upp?
gift om de ojämnheter, som man kan
vänta vid vanliga bearbetningsmetoder.
Ofta torde ojämnheterna vid normalt
gott arbete hålla sig mellan och 30/*.
Se även avsnittet Ytheskaffenhet.
Tab. 6:4. Ojämnheter vid vanliga bear=
betningsmetoder.
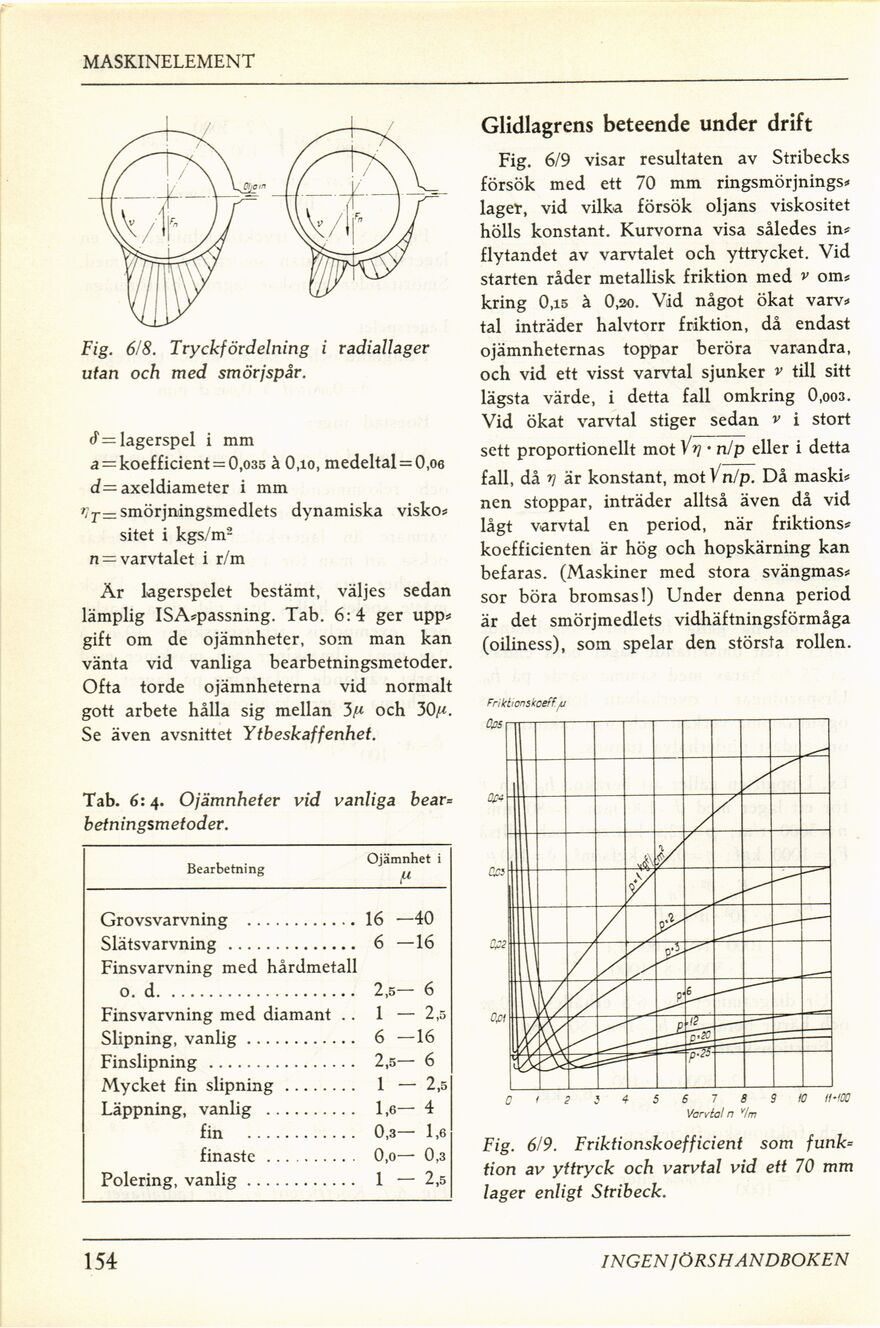
Glidlagrens beteende under drift
Fig. 6/9 visar resultaten av Stribecks
försök med ett 70 mm ringsmörjnings?
laget, vid vilka försök oljans viskositet
hölls konstant. Kurvorna visa således in?
flytandet av varvtalet och yttrycket. Vid
starten råder metallisk friktion med v om?
kring 0,i5 à 0,ao. Vid något ökat varv?
tal inträder halvtorr friktion, då endast
ojämnheternas toppar beröra varandra,
och vid ett visst varvtal sjunker v till sitt
lägsta värde, i detta fall omkring 0,oo3.
Vid ökat varvtal stiger sedan v i stort
sett proportionellt mot Vv • n/p eller i detta
fall, då v är konstant, mot Vn/p. Då maski?
nen stoppar, inträder alltså även då vid
lågt varvtal en period, när friktions?
koefficienten är hög och hopskärning kan
befaras. (Maskiner med stora svängmas?
sor böra bromsas 1) Under denna period
är det smörjmedlets vidhäftningsförmåga
(oiliness), som spelar den största rollen.
Fig. 6/9. Friktionskoefficient som funk=
tion av yttryck och varvtal vid ett 70 mm
lager enligt Stribeck.
„ , , . Ojämnhet i
Bearbetning
Grovsvarvning ............ 16 - 40
Slätsvarvning .............. 6 - 16
Finsvarvning med hårdmetall 0. d..................... 2,5- 6
Finsvarvning med diamant .. 1 - 2,5
Slipning, vanlig............ 6 - 16
Finslipning ................ 2,5- 6
Mycket fin slipning ........ 1 - 2,5
Läppning, vanlig .......... 1,6- 4
fin ............ 0,3- 1,6
finaste.......... 0,o— 0.3
Polering, vanlig............ 1 — 2,5
154
INGEN ] ÖRS HANDBOKEN
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}