
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Projekteringsuppgifter och -metodik
Operation Avd. Tim. per 100’st. Maskiner m. m.
1 Vällning .................. B 25 Smidespress, valsverk o. ugn
2 Ändpressning ............. B 2 Excenterpress
3 Hålpressning .............. B 2 Excenterpress
4 Härdning ................. C 32 Härddegel o. kylkar
5 Löpning .................. C 7 Anlöpningsugn
6 Riktning .................. C 10 Arbetsbä.nk
7 Maskinslipning ............ K 14 Slipmaskin I
8 Smärgling ................ K 22 Smärgelställning
9 Eggslipning ................ K 21 Slipmaskin II
10 Stämpling ................ K 3 Stämpelapparat
11 Hopsättning .............. K 24 Arbetsbänk
12 Paketering ................ V 10 Arbetsbänk
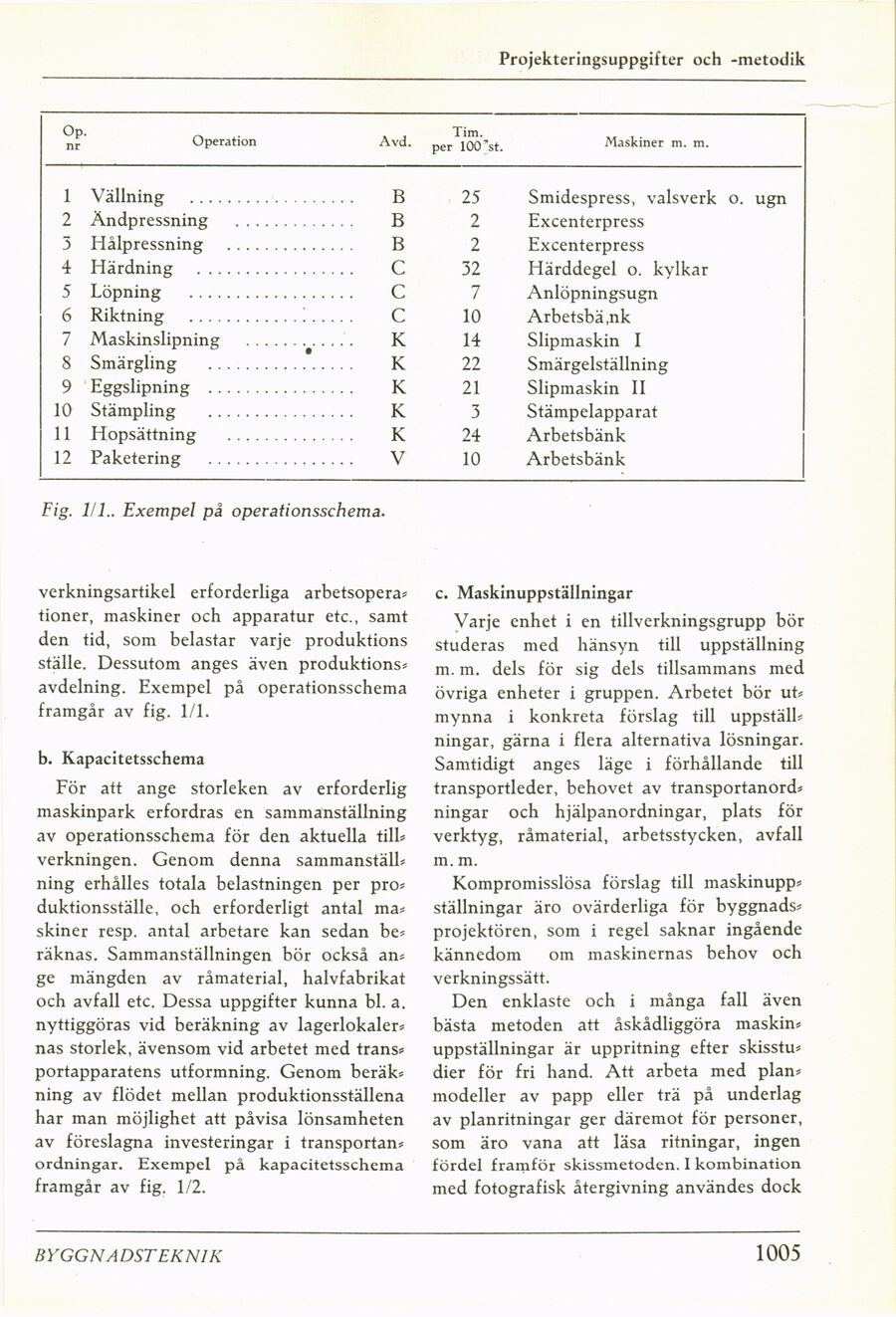
Fig. 1/1.. Exempel på operationsschema.
verkningsartikel erforderliga arbetsopera»
tioner, maskiner och apparatur etc., samt
den tid, som belastar varje produktions
ställe. Dessutom anges även produktions»
avdelning. Exempel på operationsschema
framgår av fig. 1/1.
b. Kapacitetsschema
För att ånge storleken av erforderlig
maskinpark erfordras en sammanställning
av operationsschema för den aktuella till»
verkningen. Genom denna sammanställ»
ning erhålles totala belastningen per pro»
duktionsställe, och erforderligt antal ma»
skiner resp. antal arbetare kan sedan be»
räknas. Sammanställningen bör också an»
ge mängden av råmaterial, halvfabrikat
och avfall etc. Dessa uppgifter kunna bl. a.
nyttiggöras vid beräkning av lagerlokaler»
nas storlek, ävensom vid arbetet med träns»
portapparatens utformning. Genom beräk»
ning av flödet mellan produktionsställena
har man möjlighet att påvisa lönsamheten
av föreslagna investeringar i transportan»
ordningar. Exempel på kapacitetsschema
framgår av fig. 1/2.
c. Maskinuppställningar
Varje enhet i en tillverkningsgrupp bör
studeras med hänsyn till uppställning
m. m. dels för sig dels tillsammans med
övriga enheter i gruppen. Arbetet bör ut»
mynna i konkreta förslag till uppställ»
ningar, gärna i flera alternativa lösningar.
Samtidigt anges läge i förhållande till
transportleder, behovet av transportanord»
ningar och hjälpanordningar, plats för
verktyg, råmaterial, arbetsstycken, avfall
m. m.
Kompromisslösa förslag till maskinupp»
ställningar äro ovärderliga för byggnads*
projektören, som i regel saknar ingående
kännedom om maskinernas behov och
verkningssätt.
Den enklaste och i många fall även
bästa metoden att åskådliggöra maskin»
uppställningar är uppritning efter skisstu»
dier för fri hand. Att arbeta med plan»
modeller av papp eller trä på underlag
av planritningar ger däremot för personer,
som äro vana att läsa ritningar, ingen
fördel framför skissmetoden. I kombination
med fotografisk återgivning användes dock
BYGGNADSTEKNIK
1005
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}