
Full resolution (TIFF) - On this page / på denna sida - Häfte 9 - Tekniska meddelanden - Praktiska råd vid ytcementering
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
775
närmare än V2"- I samma kista kan, om så fordrasr
läggas föremål af olika storlek och form, men man
bör undvika att blanda olika stålsorter, ty material
af olika sammansättning fordrar olika lång
glödg-ningstid. Kistan bör ej vara fullständigt lufttät,
ty i så fall kommer den i eementeringsmedlet
ingående fuktigheten att förorsaka explosion. För
erhållande af ett djup på härdningszonen af 1.6o
mm är i allmänhet 4 timmars glödgning vid 900°
erforderlig i fråga om smidesjärn och 5 tim., om
materialet är mjukt stål. En förlängning af
glödg-ningstiden med 50 % är vanligen tillräcklig för
åstadkommande af dubbelt så djup cementering.
Då man genom särskilda profstänger öfvertygat
sig om att kolupptagandet är det åstundade,
framdragas kistorna ur ugnen, föremålen upptagas fortast
möjligt och kastas genast i kallt, helst rinnande
vatten. Om materialet är mjukt stål, är det ofta
nödvändigt att återupphetta föremålen. Efter
afsvalning inläggas de därför på nytt i ugnen och
bibringas en temperatur af 650° C., hvarefter de på
vanligt sätt härdas i vatten.
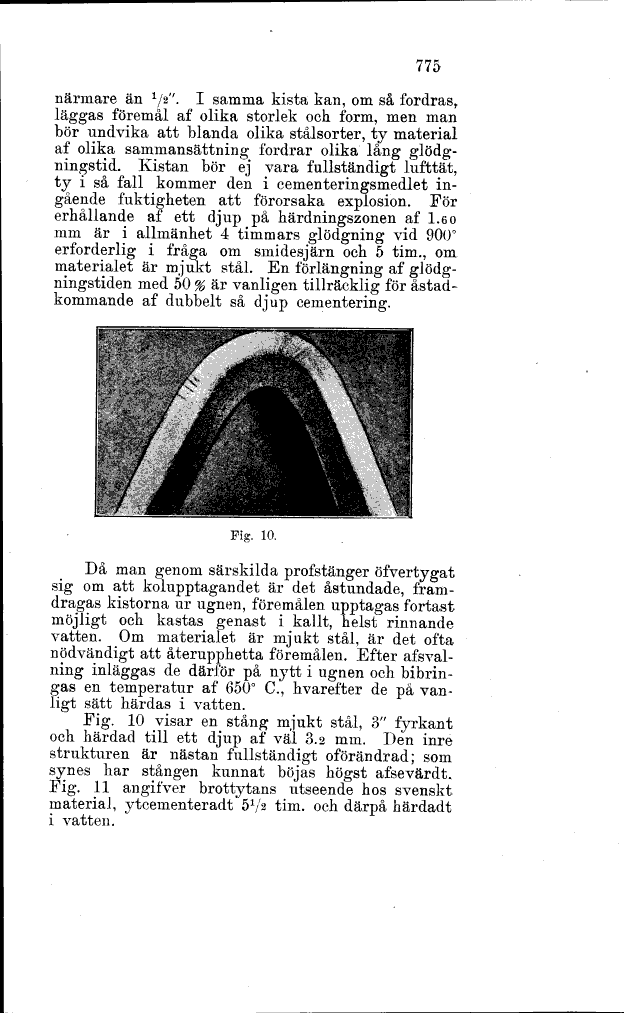
Fig. 10 visar en stång mjukt stål, 3" fyrkant
och härdad till ett djup af väl 3.2 mm. Den inre
strukturen är nästan fullständigt oförändrad; som
synes har stången kunnat böjas högst afsevärdt.
Fig. 11 angifver brottytans utseende hos svenskt
material, ytcementeradt 5l/2 tim. och därpå härdadt
i vatten.
<< prev. page << föreg. sida << >> nästa sida >> next page >>