
Full resolution (JPEG) - On this page / på denna sida - 5. Material för verktyg - Slipning - Skärhastigheter, spåndjup och frammatning vid användning av Widia-verktyg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
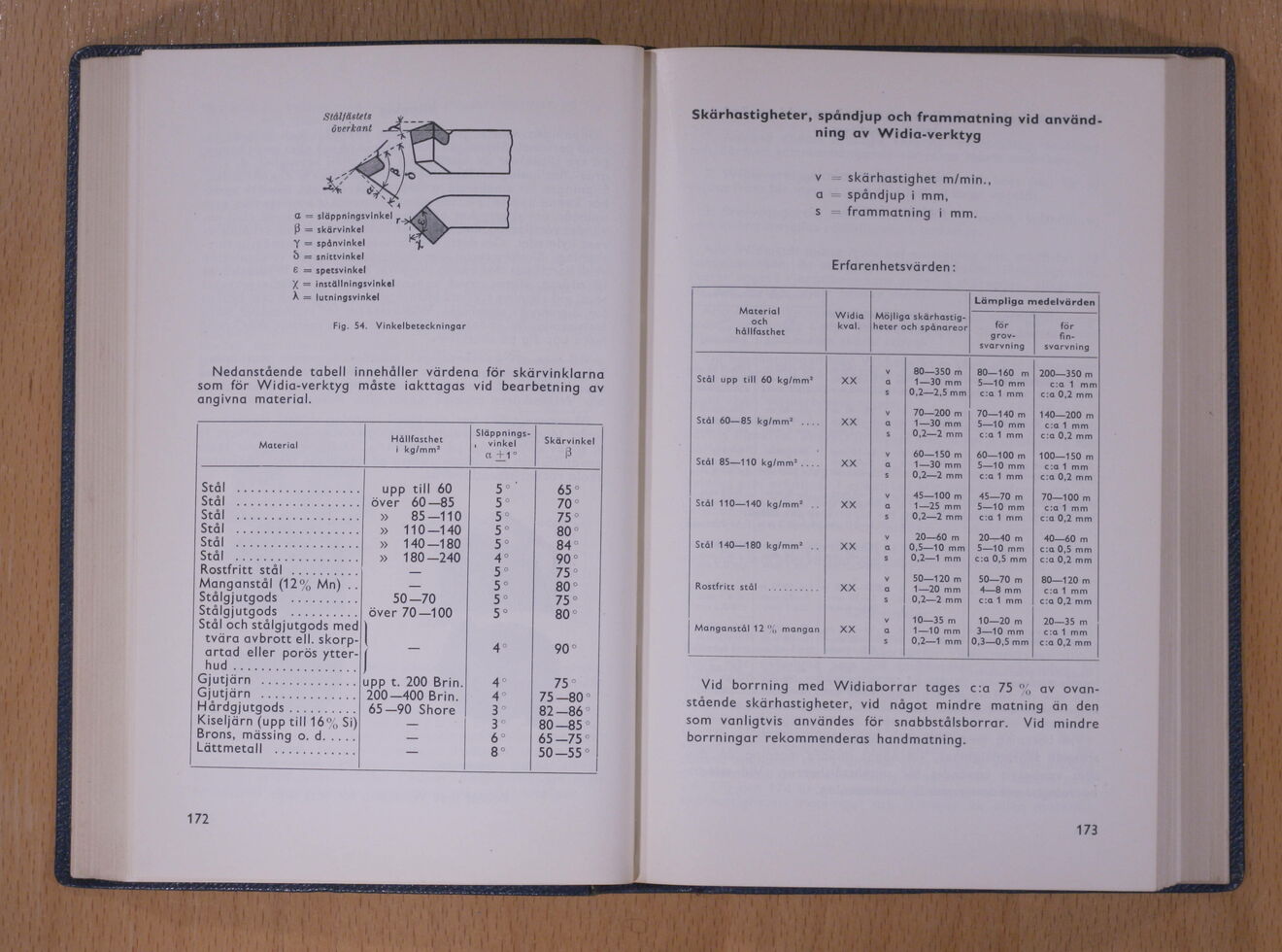
a — sldppningsvlnkel
13 = skärvinkel
Y = spinvinkel
b = snittvinkel
E = spetsvinkel
/ = inställningsvinkel
X — lutningsvinkel
Fig. 54. Vinkelbeteckningar
Nedanstående tabell innehåller värdena för skärvinklarna
som för Widia-verktyg måste iakttagas vid bearbetning av
angivna material.
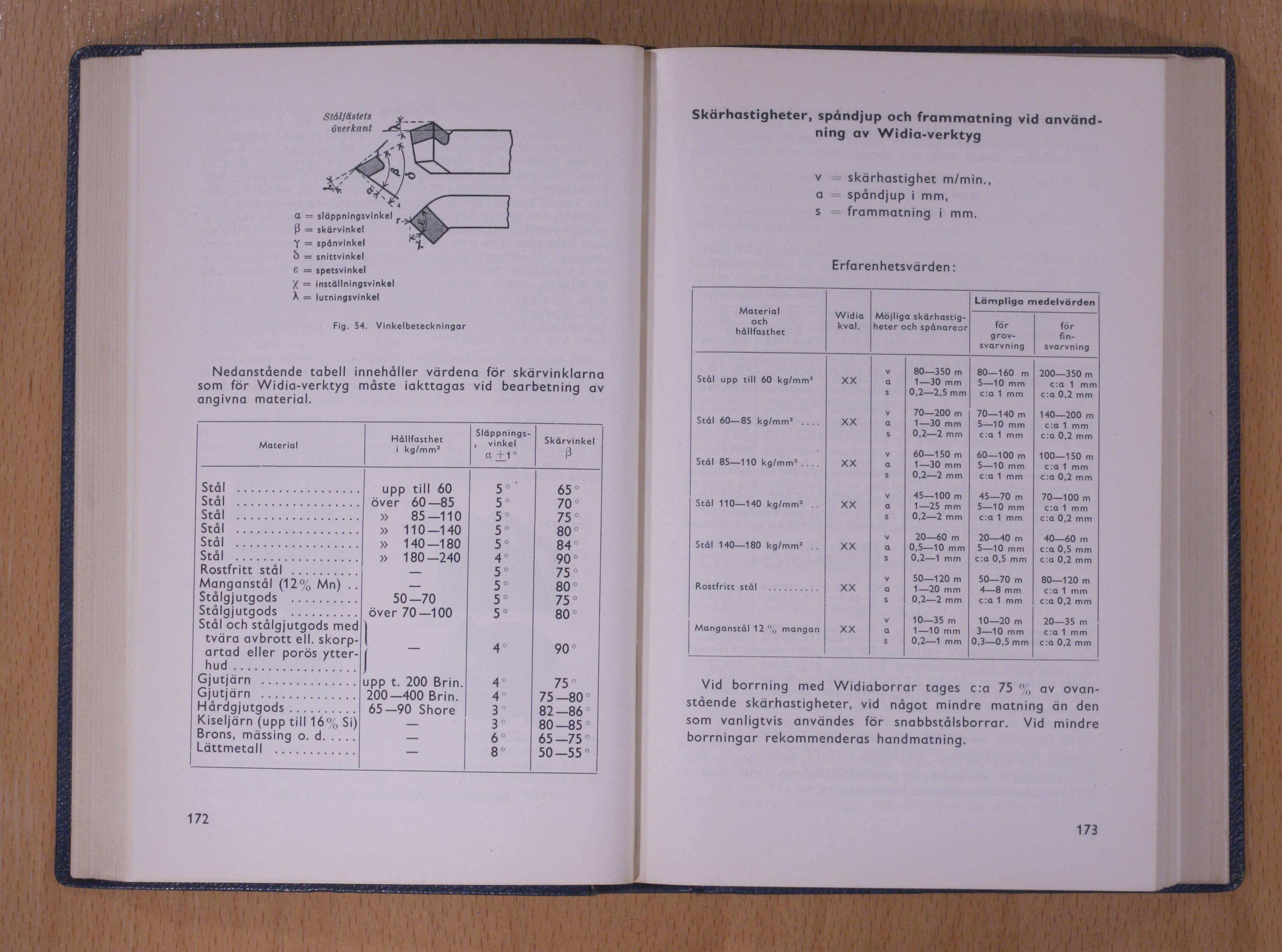
Skärhastigheter, spandjup och frammatning vid använd
ning av Widia-verktyg
v skärhastighet m/min.,
a – spandjup i mm,
s frammatning i mm.
Erfarenhetsvärden:
Material
och hållfasthet
Widia kval.
Möjliga skärhastig-heter och spånareor
Lämpliga m
ledelvärden
för grov-
för
fin-
svarvning
svarvning
Stal upp tHI 60 kg/mm1
XX
v a s
80—350 m
1—30 mm
0,2—2.5 mm
80—160 m 5—10 mm
c :a 1 mm
200—350 m
c:a 1 mm c:a 0,2 mm
Stal 60—85 kg/mm2 ___
XX
v a s
70—200 m i 1—30 mm 0,2—2 mm
70—1 40 m 5—10 mm c:a 1 mm
140—200 m
c:a 1 mm c:a 0,2 mm
Stal 85—110 kg/mm*____
XX
v a s
60—150 m 1—30 mm 0,2—2 mm
60—100 m 5—10 mm c:a 1 mm
100—150 m
c :a 1 mm c:a 0,2 mm
Sta) 110—140 kg/mm* . .
XX
v a s
45—100 m
1—25 mm 0,2—2 mm
45—70 m 5—10 mm
c:a 1 mm
70—100 m
c:a 1 mm c:a 0,2 mm
Stal 140—180 kg/mm2 . .
XX
V
a s
20—60 m 0,5—10 mm 0,2—1 mm
20—40 m 5—10 mm
c:a 0,5 mm
40—60 m
c:a 0,5 mm c:a 0,2 mm
Rostfritt stal .......
XX
v a s
50—120 m 1_20 mm 0,2—2 mm
50—70 m 4—8 mm c:a 1 mm
80—1 20 m
c :a 1 mm
c:a 0.2 mm
Manganstäl 12 ",, mangan
XX
V
a s
10—35 m 1—10 mm
0.2—1 mm
10—20 m
3—10 mm
0,3—0,5 mm
20—35 m
c:a 1 mm
c:a 0,2 mm
Vid borrning med Widiaborrar tages c:a 75 "n av
ovanstående skärhast ig heter, vid något mindre matning än den
som vanligtvis användes för snabbståls borrar. Vid mindre
borrningar rekommenderas handmatning.
Släppnings-
Höllfasthet vinkel Skärvinkel
Material j kg/mm> ’al1 ^
Stål .................. upp till 60 5 65
Stål .................. över 60—85 5 70
Stål .................. » 85-110 5 75
Stål ................ » 110-140 5 80
Stål .................. » 140-180 5 84
Stål .................. » 180-240 4 90
Rostfritt stål .......... — 5 75
Manganstål (12(,„ Mn) . . — 5 80
Stålgjutgods .......... 50—70 5 75
Stålgjutgods .......... över 70—100 5° 80
Stål och stålgjutgods med ]
tvära avbrott ell. skorp- _ a 0q
artad eller porös ytter- (
hud..................)
Gjutjärn ..............upp t. 200 Brin. 4 75
Gjutjärn .............. 200—400 Brin. 4 75—80
Hårdgjutgods.......... 65-90 Shore 3 82—86
Kiseljärn (upp till 16",, Si) - 3 80—85
Brons, mässing o. d..... — 6 65—75
Lättmetall ............ - 8 50—55
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}