
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängning medelst rullning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
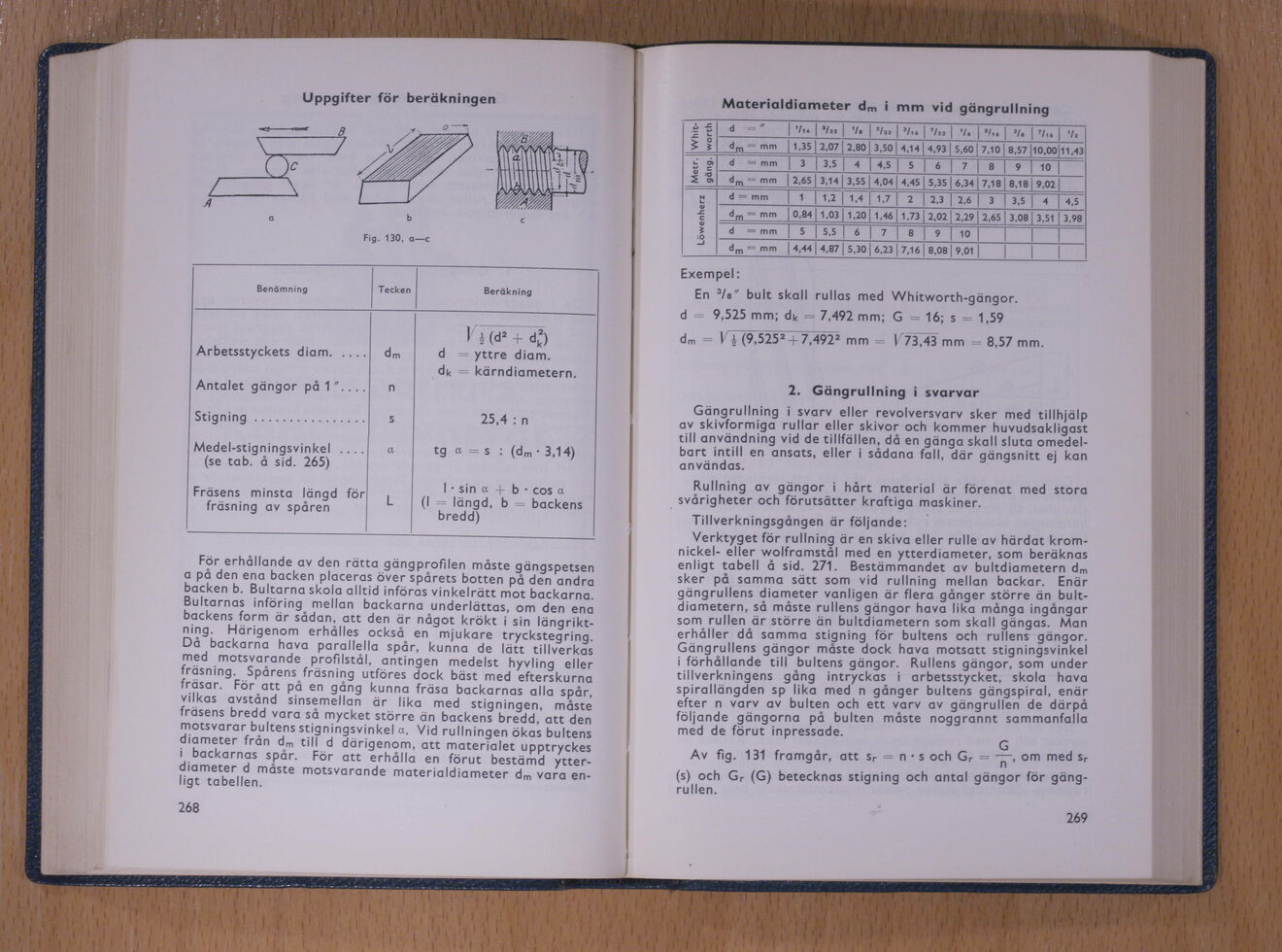
Uppgifter för beräkningen
Fig. 130. a—c
För erhållande av den rätta gängprofilen måste gängspetsen
a på den ena backen placeras över spårets botten på den andra
backen b. Bultarna skola alltid införas vinkelrätt mot backarna.
Bukarnas införing mellan backarna underlättas, om den ena
backens form är sådan, att den är något krökt i sin längrikt-
ning. Härigenom erhålles också en mjukare tryckstegring.
Då backarna hava parallella spår, kunna de lätt tillverkas
med motsvarande profilstål, antingen medelst hyvling eller
fräsning. Spårens fräsning utföres dock bäst med efterskurna
fräsar. För att på en gång kunna fräsa backarnas alla spår,
vilkas avstånd sinsemellan ar lika med stigningen, måste
frasens bredd vara så mycket större än backens bredd, att den
motsvarar bukens stigningsvin kel -.. Vid rullningen ökas bukens
diameter från dm till d därigenom, att materialet upptryckes
i backarnas spår. För att erhålla en förut bestämd ytter-
diameter d mäste motsvarande materialdiameter dm vara
enigt tabellen.
268
Materialdiameter dm i mm vid gängrullning
i g
d
Vt*
Va 2 V.
Va,
Vi*
’/« V* 5’.. V. V,*
Va
dm - mm 1,35
2.07 2.80
3.50 4,14
4.93 5.60 7.10 8.57 10.00 11.43
Metr. gäng.
d = mm
3
3,5 4
4,5
5
6
7 8
9 10
dm - mm
2.65
3,14 3,55
4,04
4,45_LS!3J_
6,34 7,18
l8.1_8J_9.02
Löwenhen
d — mm
1
1.2 1.4
1,7
2
2,3
2.6 3
3,5 4
l«.5
dm - mm
0.84
1.03 1,20
1,46
1.73
2,02
2,29 2,65
3.08 3.51 3,98
d = mm
5 5.5 6 7 8 9 10 i
1
dm - mm
4,44 4.87 5,30 6,23 7,16
8,08 9,01
Exempel:
En 3/e" bult skall rullas med Whitworth-gängor.
d 9,525 mm; dk 7,492 mm; G 16; s 1,59
dm \ i~(9,5252-7,492"2 mm \ 73,43 mm 8,57 mm.
2. Gängrullning i svarvar
Gängrullning i svarv eller revolversvarv sker med tillhjälp
av skivformiga rullar eller skivor och kommer huvudsakligast
till användning vid de tillfällen, då en gänga skall sluta
omedelbart intill en ansats, eller i sådana fall, där gängsnitt ej kan
användas.
Rullning av gängor i hårt material är förenat med stora
svårigheter och förutsätter kraftiga maskiner.
Tillverkningsgången är följande:
Verktyget för rullning är en skiva eller rulle av härdat
kromnickel- eller wolframstål med en ytterdiameter, som beräknas
enligt tabell å sid. 271. Bestämmandet av bultdiametern dm
sker på samma sätt som vid rullning mellan backar. Enär
gängrullens diameter vanligen är flera gånger större än
bultdiametern, så måste rullens gängor hava lika många ingångar
som rullen är större än bultdiametern som skall gängas. Man
erhåller då samma stigning för bukens och rullens gängor.
Gängrullens gängor måste dock hava motsatt stigningsvinkel
i förhållande till bukens gängor. Rullens gängor, som under
tillverkningens gång intryckas i arbetsstycket, skola hava
spirallängden sp lika med n gånger bukens gängspira!, enär
efter n varv av buken och ett varv av gängrullen de därpå
följande gängorna på buken måste noggrannt sammanfalla
med de förut inpressade.
G
Av fig. 131 framgår, att sr n • s och Gr - —, om med sr
(s) och Gr (G) betecknas stigning och antal gängor för
gängrullen.
269
i
Benämning
Tecken
Beräkning
I
1 i (d* : d*)
Arbetsstyckets diam.....
dm
d
yttre diam.
i
i 1
i
dk
kärndiametern.
Antalet gängor på 1 "... .
n
i
i
Stigning .................
1
s
i
25,4 : n
i
Medel-stigningsvinkel . . . .! (se tab. å sid. 265)
i te 1
i
tg
a s : (dm- 3,14)
!
Frasens minsta längd för; fräsning av spåren
L :
(i
1 • sin a b cos «
längd, b backens ; bredd)
i i
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}