
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängtolkar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gängtolkar
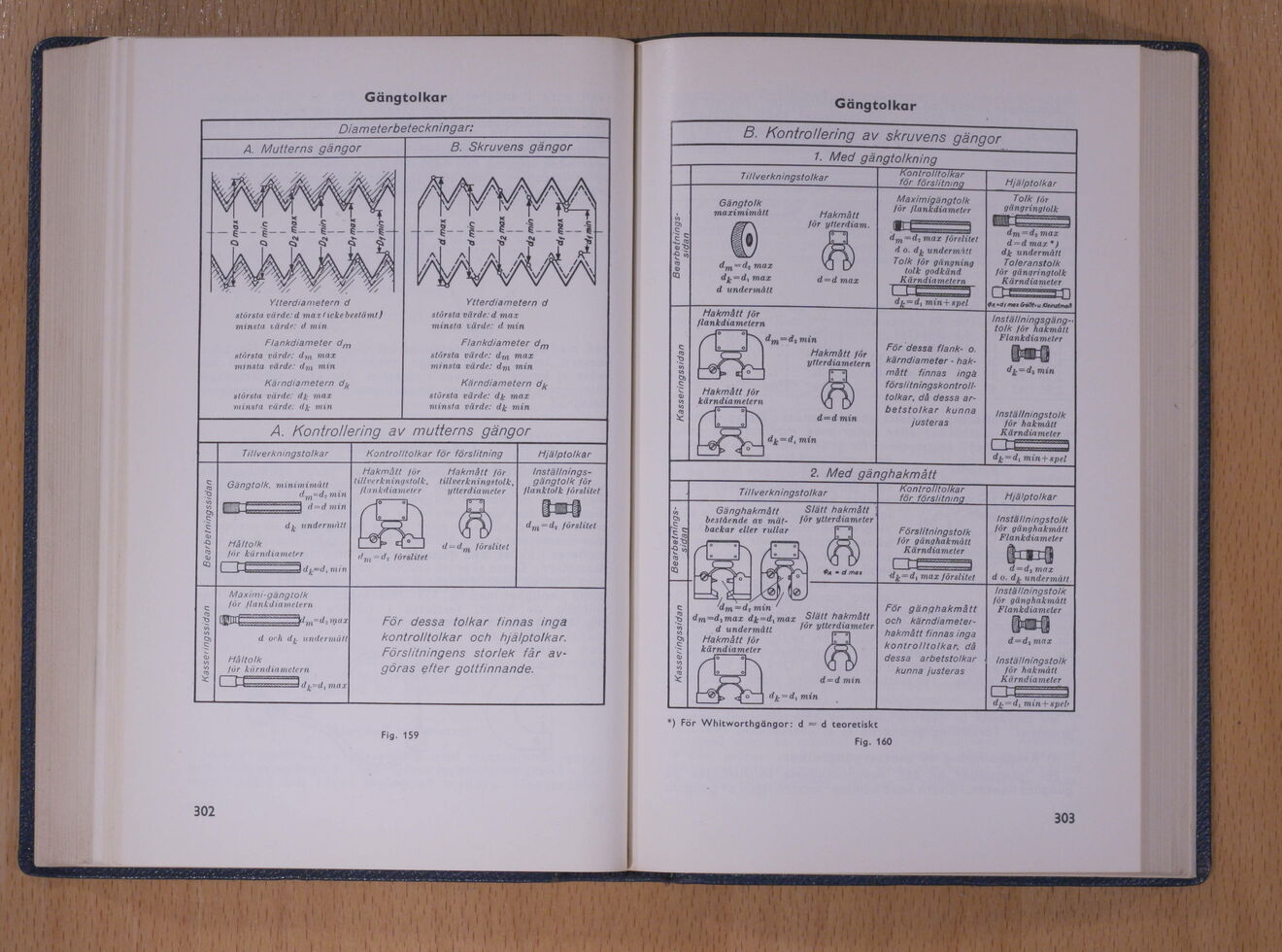
Diameterbeteckningar:
A. Mutterns gängor
B. Skruvens gängor
/ /
Ylterdtsnietern d
tmnshi t drth" ti ittiti
Flankdiameter dm
stors fa n/ rd>\ d tl, utttx
ifi t ttsffi ca t’di’ d m ni i n
Hj/ ndumetern d-.
Ylterdiametem d
storxfu värde; d ttia r
mtnyJa i drd’’: d min
n
b{t>rshi rit f di- if l /nil.r
/in tt\f<t ntrde. d/L nu n
Fiarkdtameter dm
största vdrdr; dia
max-n> tnsfu va ni’.’ d ni it) in
K.h’ ndiamelem d^
största vurdi’- df: max
un fisftt v dr ds; df- min
A. Konfrollering av mutterns gängor
T il h-^fk’1’rhj stolpar
"o
to
to
*^
a*
i
G a ngt of k. mumtn nnttt
dfif- d . fittn
d d ttu }t
di. fnd^rmntt
KontrolHolkar for förslitning
H^ikmSitt /nr
n/i r- rk in /ttftfidl’
ti t n l dm tn t’frr
Hjkmatt fnr
tt/lrcrkttin>/?f’d{\
tt’f>-rdut iifffr
HJtltufk
hu k ’i rttdi>i n<i tt’r
uj
K
J dj.~dt tit t jt
L
d - dm fittbhh-t
H/äipto/kar
[-Instälinings-gängtolk-]
{+Instälinings-
gängtolk+} tur
flankfolk förs/ifrf
d>,, -~-di förslitet
tu
<! ttl d. hjrs/ttt-t
k
n
"^
i\lj > •rr?/-ljJnQiOf±
Un //’t tt /. d in un (• t it
m^
V„r*
- il fl’ J
d or it dj ff ttdt i timII
’S,
ri,,;fnU
lur I, ii r ut/in un Ii rii
l.L.3 ilj. r/, ii’ ii .1
For dessa tolkar finnas inga
kontrolltolkar och tyalptolkar.
Förslitningens storlek far
avgöras efter gottfmnande.
Fig. 1S9
Gängtolkar
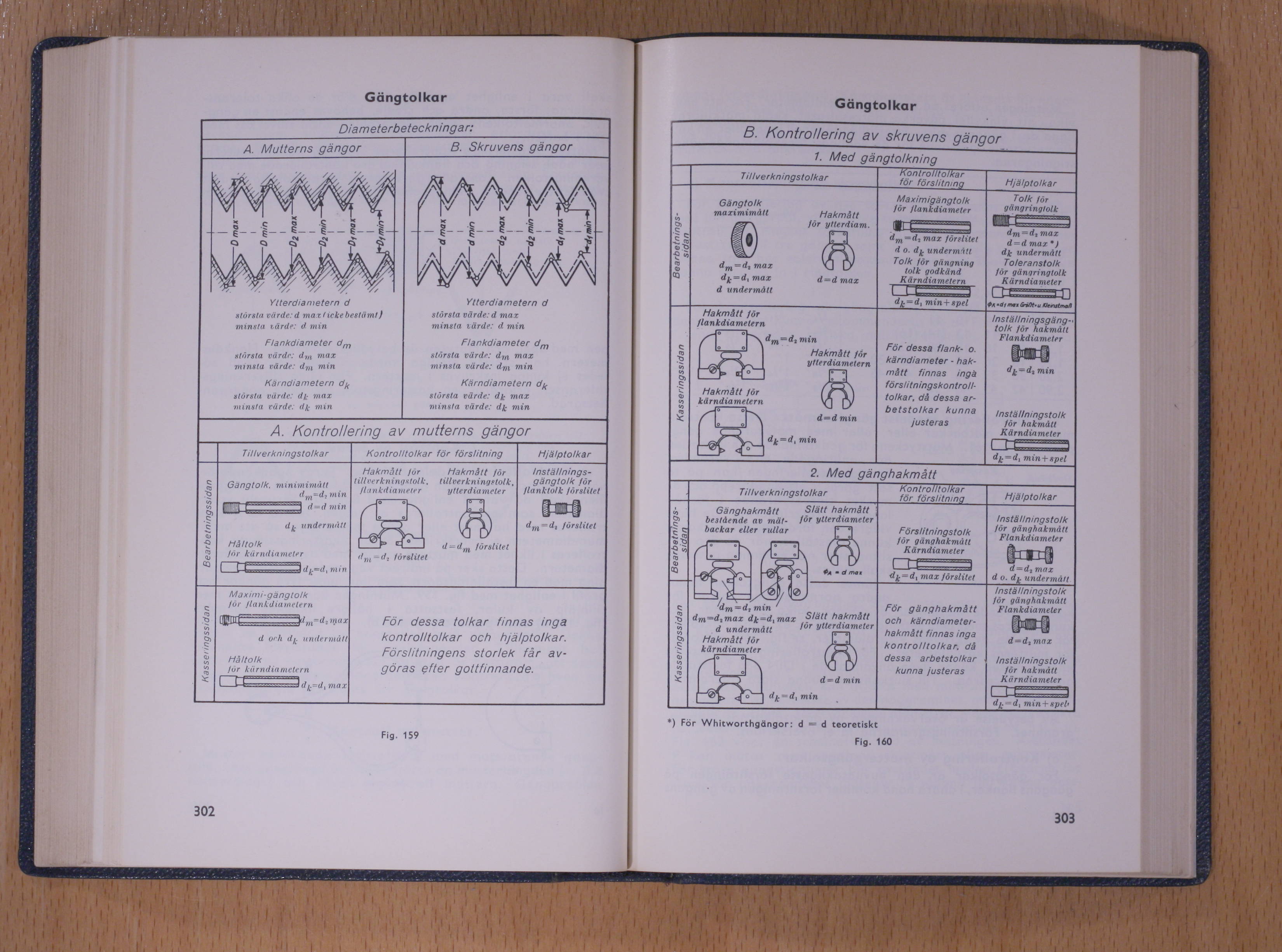
B. Konfrollering av skruvens gängor
C;
. tu
en
Tillverkningstolkar
7. Med gängtolkning
kontrolitolkar
Gängtolk
maximimått
Hakrnått
för ytterdiam
dm — dt max
dfc = dx max
d under mått
för förslitning
Maximigängtolk
för flankdiameter
d — d max
dm=d* max förslitet
d o. dj. undermitt
Tolk för gängning
tolk godkänd
Kärndiametern
Hjälptolkar
Tolk för
gäng ring tolk
c;
r
ir>
to
r
LO
VJ
Hakrnått för
flankdiametern
= d2 min
Hakrnått for
ytterdiametem
Hakrnått för
kärndiametern
dk = rfj min + spel
dni~d2 max
d = d max *}
dk undermntt
Toleranstotk
för gänqringtotk
Kärndiameter
$a •df/n*wär»/)t’u Kfervtmafi
d=d min
d/c~dl min
För dessa flank- o.
kärndiameter -
hakrnått finnas ingå
[-förslitningskontroll-tolkar,-]
{+förslitningskontroll-
tolkar,+} då dessa
ar-betstolkar kunna
justeras
[-inställningsgäng-tolk-]
{+inställningsgäng-
tolk+} för hakrnått
Flankdiameter
dfc = d2 min
Instä/fnmgstotk
för hakrnått
Kärndiameter
dk = di min + Hpel
2. Med gänghakmått
Oj
C:
Tillverkningstolkar
Gänghakmått
bestående av mät-
hackar eller rullar
S/ätt hakrnått
för ytterdiameter
Konlrolltolkar
för förslitning
c:
j
to
to
&A m & /TI4K
Förs/itningsto/k
för gänghakmått
Kärndiameter
Hjäiptolkar
Inställnmgstoik
för gänghakmått
Flankdiametsr
dfc = dx max forsliU-t
dm = di min
dm=d1maz djc=dlmaz Slätt hakrnått
d undermålt for ytterdiameter
Hakrnått för
kärndiameter
d = d min
df. - rf3 min
För gänghakmått
och
kärndiametet-hakmått finnas inga
kontrolltolkar, då
dessa arbetstolkar
kunna justeras
d = d2 max
d o. dfc nndfrmått
Inställningstolk
för gänghakmått
Flankdiameter
d = dt max
Inställningstolk
för hakrnått
Kärndiameter
dj: - t/j min -t- xpel*
) För Whitworthgängor: d — d teoretiskt
Fig, 160
303
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}