
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängtolkar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mätningen utföres på flankens medeldiameter. For att
undvika, att vinkelfel påverka mätresultatet, skola mätkulorna
ligga an i gängans mitt. Efterföljande tabell innehåller en
kul-diameterserie, passande för de vanligast förekommande
gäng-stigningarna.
Kul- Användningsområde för
dia-_______________,___________.––––––.––-_––––––––––––––––––––––-_–––––––-.
Metriska gängor Whitworthgängor
0,16 1 1,2 1,4
0,22 1,7 2 2,3 (2,6)
0,30 2,6 3 3,5
0,43 4 4,5 5 (5,5)
0,55 5,5 6 7
0,78 8 9 10 11 7«" 7i6"
0,98 10 11 12 (14) (16) 3/e" 7/i6"
1,30 14 16 18 20 22 V2" 5W 3U"
1,70 18 20 22 24 27 30 33 7/s" 1 "
2,20 30 33 36 39 42 45 1 Ve" 1 V«" 13/s" 1V2"
2,90 42 45 48 52 15/8’’ VW Via" 2"
Fig. 161
b) Kontrollering medelst gänghakmått. Dessa
kontroll-mått hava mät backar eller rullar med motsvarande
gäng-profil, se fig. 161. Mätstyckena för godkännande och kassation
äro anbringade efter varandra.
Färdigkontrolleringen kan på så
sätt göras i ett handgrepp och är
mycket tidsbesparande i
förhållande till tolkringarna. De hava
vidare den fördelen, att backarna
kunna omställas, när de äro
för-slitna eller när en annan passning
skall mätas.
Jämte dessa gängtolkar finnas
andra normaliserade tolkar för
kompletterande mätningar av gängor, vilka mätningar icke
kunna göras med bearbetningstolkarna, t. ex. släta haktolkar
för mätning av skruvens ytterdiameter, se fig. 160, håltolkar
för mutterns kärndiameter. För kontrollering av mutterns
kärndiameter kunna även användas de i DIN 336 fastställda
gänghålsborrarna. Till slutkontroll kunna släta
toleranstolkar användas
Av betydelse är övervakningen av gängtolkarnas
mätnoggrannhet. Förslitningsgränserna få ej överskridas.
a) Kontrollering av muttergängtolkar.
För gäng tolkar är den huvudsakligaste förslitningen på
gängans flanker, i andra hand kommer förslitningen av gängans
304
toppar (ytterdiametern). Kärndiametern är ej utsatt för någon
nämnvärd förslitning. För kontrollering av fasta haktolkar
användas särskilda inställningsmått, vilkas nominella mått är
lika med måttet för gängtolken. Ytterdiametern kan
kontrolleras med mikrometer.
b) Kontrollering av skruvtolkar.
För kontrollering av nya tolkringar användas passdornar
med full gängprofil, vilka skola sugande passa till ringen. För
kontroll av ringens förslitning användes kontrolltolk med
endast två till tre gängor samt med avkortade gängflanker.
Denna tolk har tolerans-maximimåtten och skall således ej
kunna skruvas in i ringtolken.
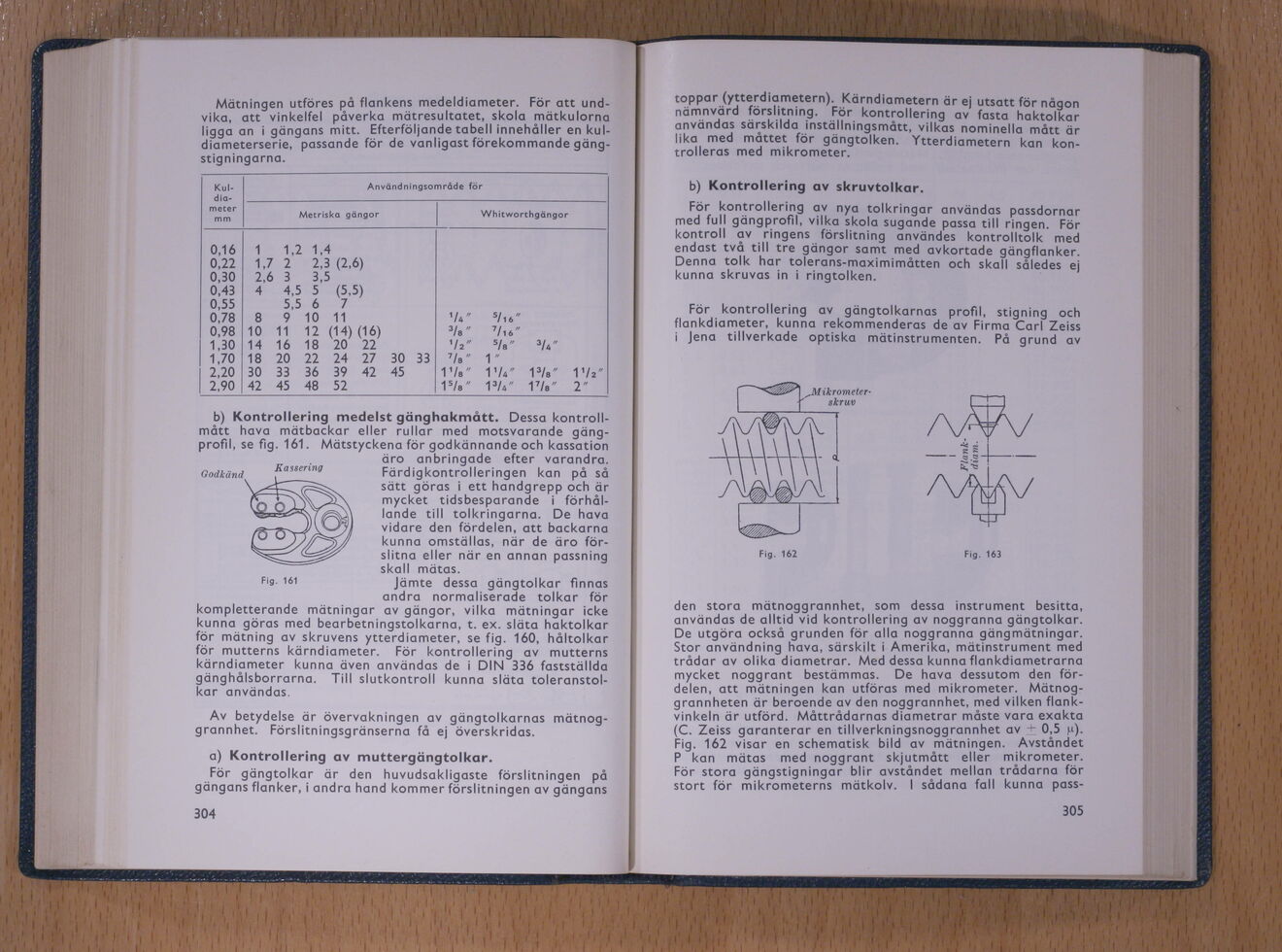
För kontrollering av gängtolkarnas profil, stigning och
flankdiameter, kunna rekommenderas de av Firma Carl Zeiss
i Jena tillverkade optiska mätinstrumenten. På grund
av
Fig. 162
Fig. 163
den stora mätnoggrannhet, som dessa instrument besitta,
användas de alltid vid kontrollering av noggranna gängtolkar.
De utgöra också grunden för alla noggranna gängmätningar.
Stor användning hava, särskilt i Amerika, mätinstrument med
trådar av olika diametrar. Med dessa kunna flankdiametrarna
mycket noggrant bestämmas. De hava dessutom den
fördelen, att mätningen kan utföras med mikrometer.
Mätnoggrannheten är beroende av den noggrannhet, med vilken
flankvinkeln är utförd. Måttrådarnas diametrar måste vara exakta
(C. Zeiss garanterar en tillverkningsnoggrannhet av - 0,5 u).
Fig. 162 visar en schematisk bild av mätningen. Avståndet
P kan mätas med noggrant skjutmått eller rrnkrometer.
För stora gängstigningar btir avståndet mellan trådarna för
stort för mikrometerns mätkolv. I sådana fall kunna pass-
305
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}