
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Fräsning - Annonser - Sandbehandlingsmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
automatiskt arbetande [-sandberednings-anläggningar-]
{+sandberednings-
anläggningar+} och
transportanordningar
av de mest skilda utföranden och typer
försäljas av oss.
Maskin am, Kaklebo
TELEFON: 231430 STOCKHOLM S:A KUNGSTORNET
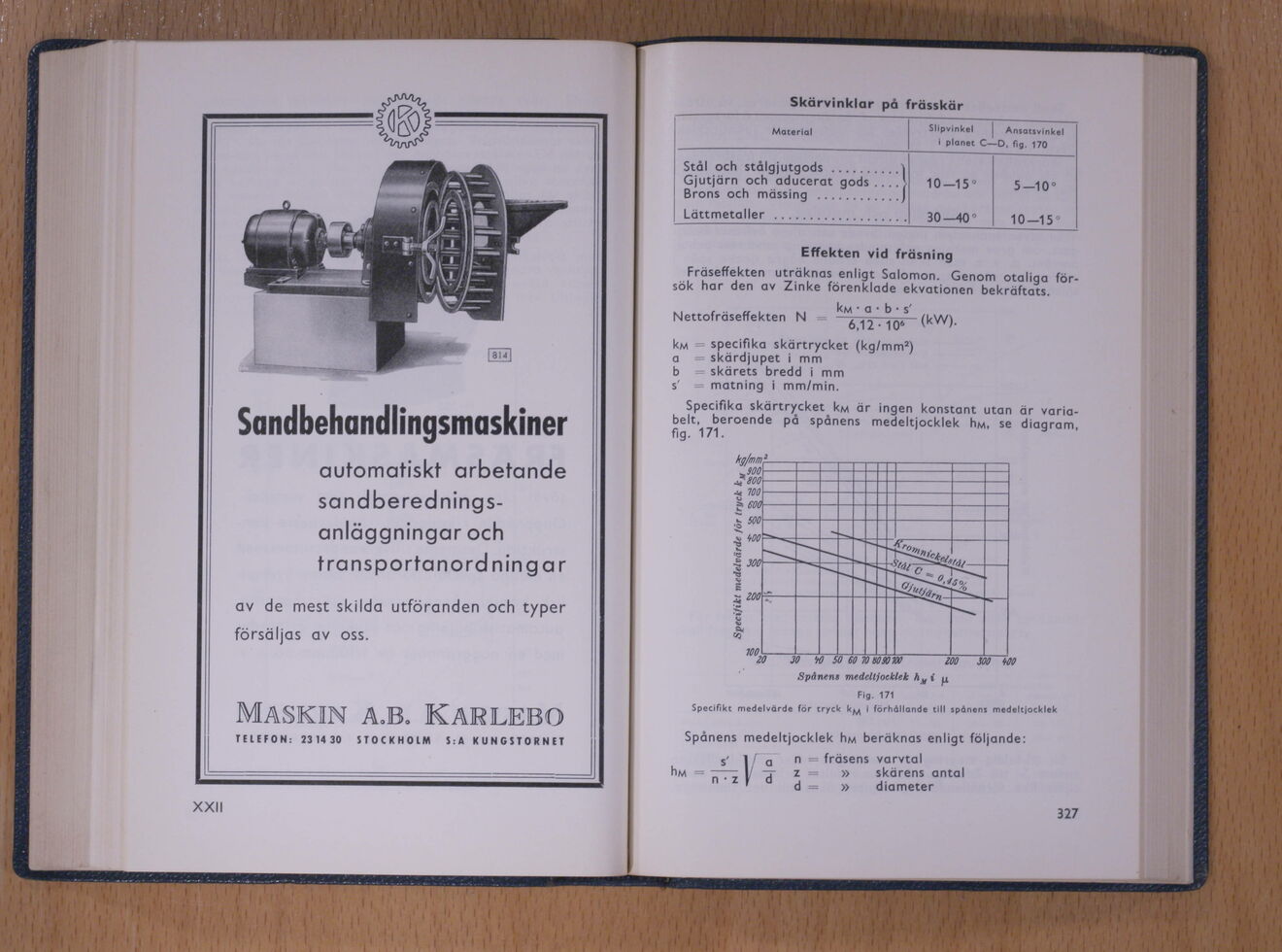
Skärvinklar pä frässkär
Effekten vid fräsning
Fräseffekten uträknas enligt Salomon. Genom otaliga
sok har den av Zinke förenklade ekvationen bekräftats.
för-
Nettofräseffekten N
kM • a • b s’
(kW)
kM specifika skärtrycket (kg/mm2)
a skärdjupet i mm
b skärets bredd i mm
s’ matning i mm/min.
Specifika skärtrycket kM är ingen konstant utan är
variabelt, beroende på spdnens medeltjocklek hM, se diaqram
fig. 171. a •
Spånens medcltjacklek h^x n
Fig. 171
Specifikt medelvärde for tryck k^ i forhållande till spenens medeltjocklek
327
Material Slipvinkel Ansatsvinkel
_______________________________________________ ’ planet C —D, fig. 170
Stål och stålgjutgods ..........\
Gjutjärn och aducerat gods . . . . I 10—15’ 5—10°
Brons och mässing ............J
Lättmetaller ................... 30—40 10—15
Spånens medeltjocklek hM beräknas enligt följande:
s’ 1 a n frasens varvtal
hM ~~~ t ~ä z » skärens antal
’ d » diameter
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}