
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Kuggskärning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Fräsning av koniska kugghjul
För noggrann tillverkning av koniska kugghjul finnas
särskilda, efter olika system konstruerade hyvel- och fräsmaskiner.
För många ändamål, där ej så stor noggrannhet är erforderlig,
varken med avseende på kuggform eller delning, kunna
koniska kugghjul tillverkas i vanliga universalfräsmaskiner med
tillhjälp av skivformiga kuggfräsar, på samma sätt som
cylindriska kugghjul. När denna metod användes, måste hjulens
kuggtal vara minst 25. Kuggbredden får ej överstiga 1/3 av
hela konlängden.
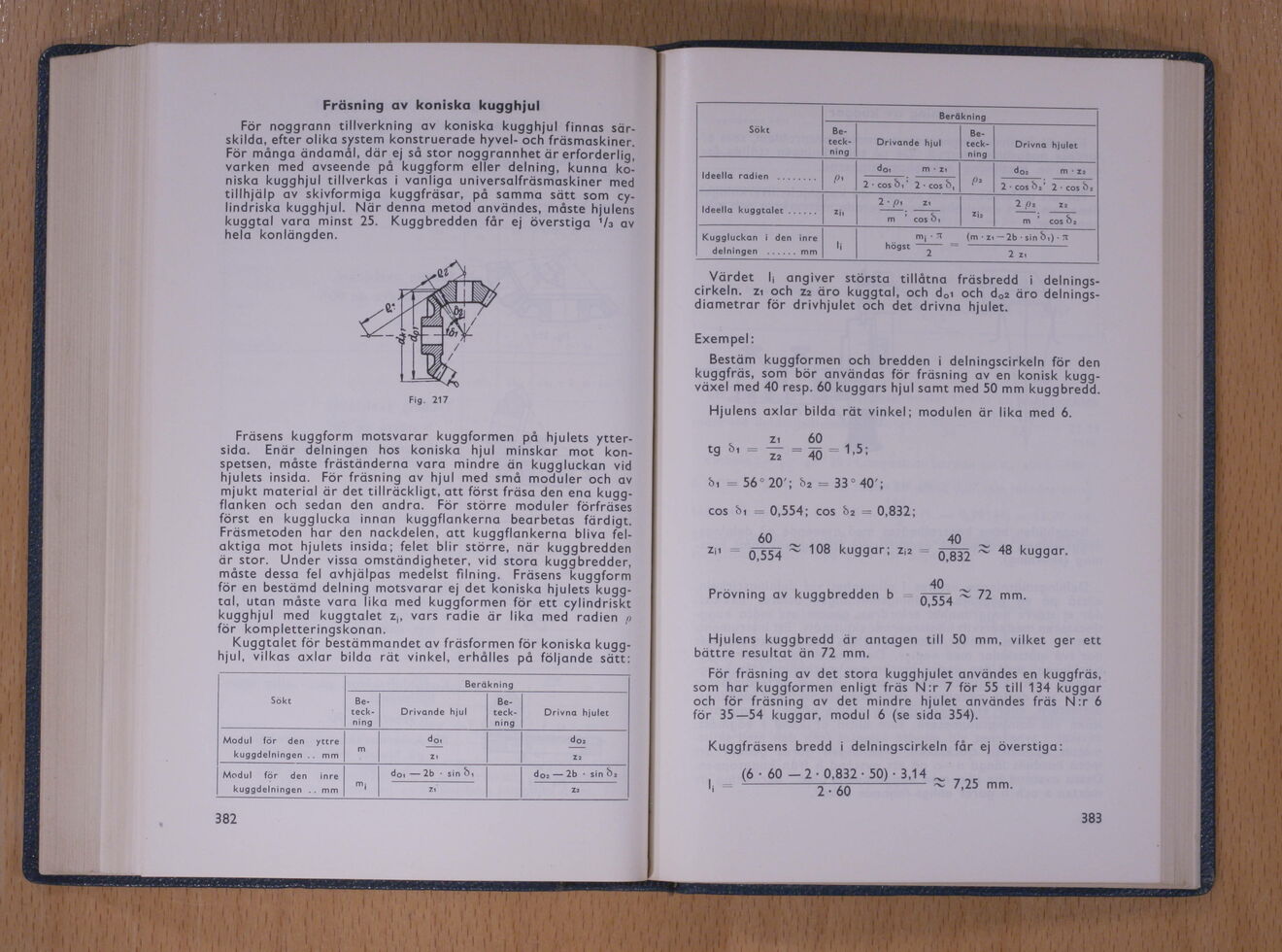
Frasens kuggform motsvarar kuggformen på hjulets
yttersida. Enär delningen hos koniska hjul minskar mot
kon-spetsen, måste fräständerna vara mindre än kuggluckan vid
hjulets insida. För fräsning av hjul med små moduler och av
mjukt material är det tillräckligt, att först fräsa den ena
kugg-flanken och sedan den andra. För större moduler förfräses
först en kugglucka innan kuggflankerna bearbetas färdigt.
Fräsmetoden har den nackdelen, att kuggflankerna bliva
felaktiga mot hjulets insida; felet blir större, när kuggbredden
är stor. Under vissa omständigheter, vid stora kuggbredder,
måste dessa fel avhjälpas medelst filning. Frasens kuggform
för en bestämd delning motsvarar ej det koniska hjulets
kuggtal, utan måste vara lika med kuggformen för ett cylindriskt
kugghjul med kuggtalet z,, vars radie är lika med radien <>
för kompletterings kon an.
Kuggtalet för bestämmandet av fräsformen för koniska
kugghjul, vilkas axlar bilda rät vinkel, erhålles på följande sätt:
yttre
mm
Berä
knmg
Sökt
Be-
teckning
Drivande hjul
*
Beteckning
Drivna hjulet
Modul for den kuggdelningen
m
do>
Z i
do;
z?
Modul for den kuggdelningen
inre . mm
mt
do* — 2b sm n,
602 — 2b - sin ^2
7i
Z2
382
Sökt
1
Beräkning
Beteckning
Drivande hjul
Beteckning
Drivna hjulet
0^
doi m zi
i
doa m Z2
2 ’ COS Oy ’ 2 COS "\
2 - COS ^a’ 2 COS ^2
Ideella kuggtalet......
Zh
2 • {>% zi
zh
2 n* Zi
m ’ cas Ot
m ’ cosO*
Kuggluckan i den inre delningen ......mm
Ii
mj - T
(m zi — 2b sin bi) • u
högst
2 zi
Värdet I i angiver största tillåtna fräs bredd i
cirkeln, zi och Z2 äro kuggtal, och d0i och d02 äro
diametrar for drivhjulet och det drivna hjulet.
delnings
delnings
Exempel:
Bestäm kuggformen och bredden i delningscirkeln för den
kuggfräs, som bör användas för fräsning av en konisk
kugg-växel med 40 resp. 60 kuggars hjul samt med 50 mm kuggbredd.
Hjulens axlar bilda rät vinkel; modulen är lika med 6.
tg bi -
Zt
Z2
60
40
1,5;
&i
56 20’; ^2 - 33 40’;
cos bi - 0,554; cos ^2 - 0,832;
60
Zi1
0,554
Prövning av kuggbredden b
40
108 kuggar; Zj2 ö~832
48 kuggar
40
0,554
72 mm.
Hjulens kuggbredd är antagen till 50 mm, vilket ger ett
bättre resultat än 11 mm.
För fräsning av det stora kugghjulet användes en kuggfräs,
som har kuggformen enligt fräs N:r 7 för 55 till 134 kuggar
och för fräsning av det mindre hjulet användes fräs N:r 6
för 35—54 kuggar, modul 6 (se sida 354).
Kuggfräsens bredd i delningscirkeln får ej överstiga:
(6 60 -2-0,832-50)-3,14
~ 2^60 ~~
7,25 mm.
383
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}