
Full resolution (JPEG) - On this page / på denna sida - Andra afdelningen: Konstruktion af maskindelar - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
216 Dubbelvefvar.
en passande diameter, om man beräknar diametern för den lika starka
cylindriska tappen och multiplicerar denne med 1,5. Efter denna cylindriska
tapp beräknas äfven de öfriga dimensionerna, såsom ofvan (g 149 ff.) visades.
För att fästa tappen har man här användt (kall) nitning, ett mycket starkt,
i nyare tider ofta begagnadt fästningssätt. Armens I-formiga tvärsektion
kan bestämmas med tillhjelp af tabellen i g 160. Men om man såsom här
antager för h nafvets yttre diameter, så utfalla vanligtvis vefarmens
tvär-sektionsmått så små, att de ej äro lämpliga, att i gjutning utföras och man
måste ersätta dem med gröfre dimensioner, som man väljer efter smak.
Ofta utföras äfven vefarmar af gjutjern helt enkelt såsom ett massivt
stycke af rektangulär tvärsektion, som förbinder nafvet med tapphylsan.
S 164.
Dnbbla vefvar eller motvefvar.
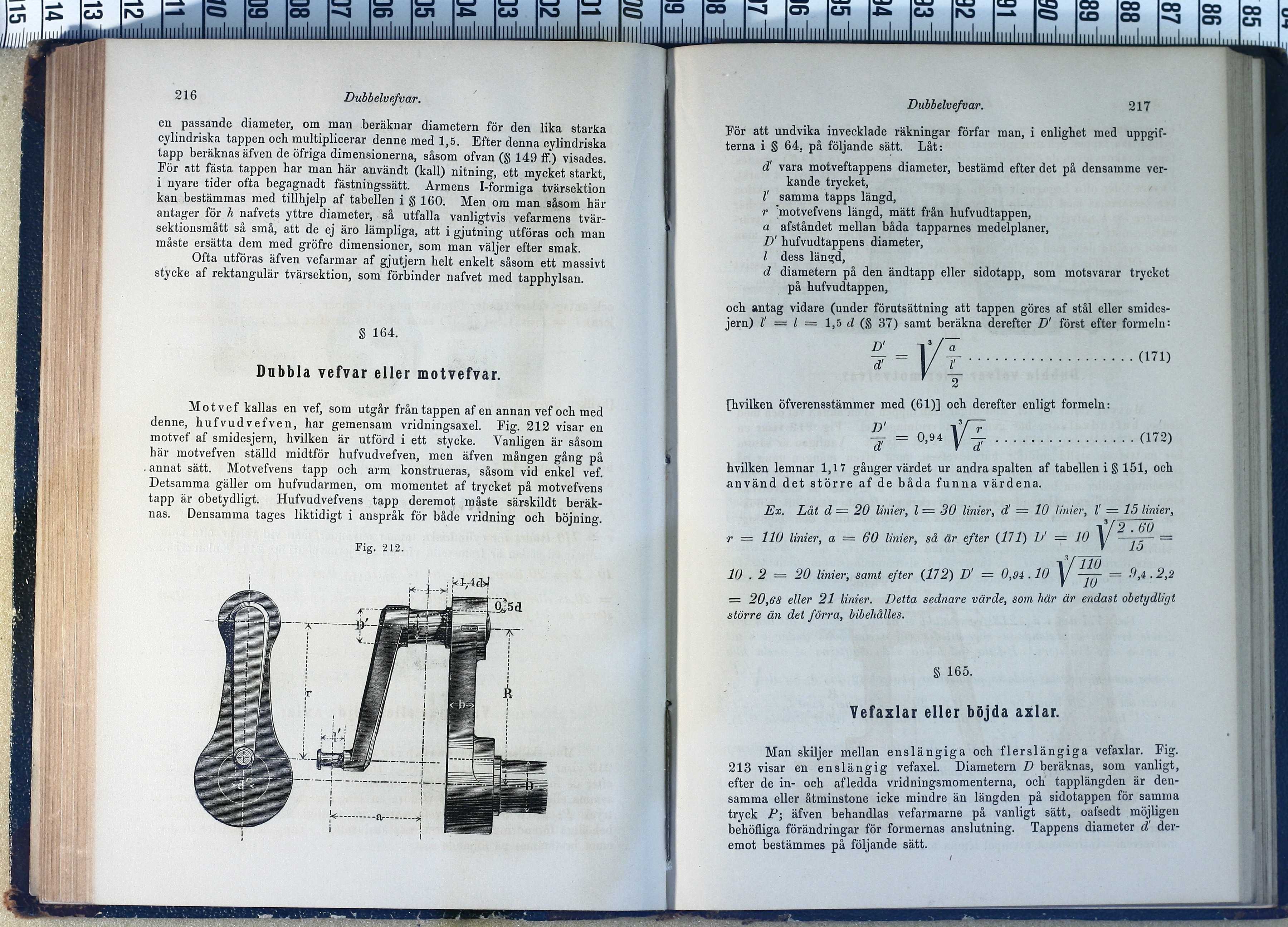
Motvef kallas en vef, som utgår från tappen af en annan vef och med
denne, hufvudvefven, har gemensam vridningsaxel. Fig. 212 visar en
motvef af smidesjern, hvilken är utförd i ett stycke. Vanligen är såsom
här motvefven ställd midtför hufvudvefven, men äfven mången gång på
.annat sätt. Motvefvens tapp och arm konstrueras, såsom vid enkel vef.
Detsamma gäller om hufvudarmen, om momentet af trycket på motvefvens
tapp är obetydligt. Hufvudvefvens tapp deremot måste särskildt
beräknas. Densamma tages liktidigt i anspråk för både vridning och böjning.
Fig. 212.
Dubbelvefvar.
217
För att undvika invecklade räkningar förfar man, i enlighet med
uppgifterna i g 64, på följande sätt. Låt-,
d’ vara motveftappens diameter, bestämd efter det på densamme
verkande trycket,
l’ samma tapps längd,
r ’motvefvens längd, mätt från hufvudtappen,
a afståndet mellan båda tapparnes medelplaner,
D’ hufvudtappens diameter,
l dess längd,
d diametern på den ändtapp eller sidotapp, som motsvarar trycket
på hufvudtappen,
och antag vidare (under förutsättning att tappen göres af stål eller
smides-jeip¾ l’ — l = 1,5 d (g 37) samt beräkna derefter D’ först efter formeln:
D’ . , . (1?1)
å!
Ü
[hvilken öfverensstämmer med (61)] och derefter enligt formeln:
D’ V/T
i = °^Vir................a72)
hvilken lemnar 1,17 gånger värdet ur andra spalten af tabellen i g 151, och
använd det större af de båda funna värdena.
Ex. Låt d= 20 linier, 1= 30 linier, d’ = 10 linier, l’ = 15 linier,
r = 110 linier, a = 60 linier, så är efter (.171) b’ — 10 \l —j^— =
10 .2 = 20 linier; samt efter (172) D’ = 0,94 ■10\^u- = 9>4 ■ 2>2
= 20,68 eller 21 linier. Detta sednare värde, som här är endast obetydligt
större än det förra, bibehålles.
g 165.
Vefaxlar eller böjda axlar.
Man skiljer mellan enslängiga och flerslängiga vefaxlar. Fig.
213 visar en enslängig vefaxel. Diametern D beräknas, som vanligt,
efter de in- och afledda vridningsmomenterna, och tapplängden är
densamma eller åtminstone icke mindre än längden på sidotappen för samma
tryck P; äfven behandlas vefarmarne på vanligt sätt, oafsedt möjligen
behöfliga förändringar för formernas anslutning. Tappens diameter d’
deremot bestämmes på följande sätt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}