
Full resolution (TIFF)
- On this page / på denna sida
- Gjutning ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
hvarvid man blandar olika tackjärnskvaliteter
för att få den för olika fabrikat lämpligaste
sammansättningen på gjutgodset. Omsmältningen
sker vanligen kontinuerligt i kupolugn
(fig. 1).
 |
| Fig. 1. Kupolugn. |
A är ett cylindriskt schakt, i
hvilket genom B insättes hvarftals järn och
hvarftals koks. I C samlas det smälta järnet;
D är ett spetthål; genom öppningen A och rännan
R tappas ugnen. Förbränningsluften inkommer
genom blästerledningen L och fördelas i
den ringformiga lådan P till formorna F;
genom titthålet C kan smältningsförloppet
observeras. Schaktet A är 3–5 m. högt och
muradt af eldfast tegel samt omgifves af
plåtmanteln M. Uppstående förbränningsgaser
afgå genom skorstenen E. För omsmältning af 1
ton tackjärn beräknar man en ungefärlig åtgång
af 70–120 koks och en afbränning
af 30–60 kg. järn. För gjutning af
mycket stora pjäser samt för vissa
speciella ändamål sker omsmältningen i flamugn
(reverberugn); äfven användes för konstgjute
och för aducering omsmältning i degel.
De båda sista metoderna betinga
större bränsleåtgång än kupolugnssmältningen och
utföras ej kontinuerligt, utan chargevis. Det
smälta järnet, som i allmänhet bör ha så låg
temperatur som möjligt för att undvika stark
krympning, tappas ur ugnen i s. k. skänkar,
plåtpannor med eldfast infodring af olika
storlekar alltefter den mängd metall, som
erfordras för olika pjäser.
|
| Fig. 2. Gaffelskänk. |
|
| Fig. 3. Större gaffelskänk. |
Fig. 2, a och b,
visar en s. k. gaffelskänk, afsedd att bäras af 2
man; fig. 3 visar en större skänk, hvars panna P
medelst en ring a är upphängd i bygeln b och
vridbar kring tapparna c. Ratten h, snäckan
s och snäckhjulet z tjäna att tippa skänken;
o fästes i kättingkroken till en lyftkran, som
manövrerar det hela. Ur skänkarna tappas järnet
jämnt och utan afbrott samt med undvikande
af, att slagg och oxidhinnor medfölja, på de
för detsamma beredda formarna. Dessa äro af
metall, s. k. kokiller, eller af sand. Kokiller
användas hufvudsakligen vid massframställning
af gröfre gjutgodspjäser och göras då af
tackjärn. S. k. kokillhärdadt gjutgods har
vid gjutning i kokill genom beröring med
värmeafledande metallytor eller i gjutform med
vissa ytor bildade af inlagda gjutformsstycken
af metall hastigt afkylts samt genom afkylningen
blifvit i ytan omvandladt till helhvitt och hårdt
järn. Vid användningen bestrykas kokillerna
invändigt med en s. k. "black" af grafit utrörd
med lervatten samt förvärmas. Sandformningen är
den för vanligt gjutgods mest använda. Den härvid
nyttjade "formsanden" är en blandning af fin
sand och lera, väl samarbetad medelst kollergång
e. d. Mager formsand brukas, då formen skall
tjänstgöra i fuktigt tillstånd (råsandformning),
fet (lerrik) formsand, då formen före gjutningen
skall torkas (torrsandformning). Det förra
formsättet är allmännare, det senare begagnas, då
större noggrannhet erfordras. Genom tillblandning
af kokspulver söker man hindra sanden att bränna
fast vid gjutgodset. Af samma skäl blifva de
färdiga formytorna beströdda med kolstoft eller
black. I allmänhet erfordras för formningen
en noggrann modell af det föremål, som skall
framställas. Modellerna förfärdigas vanligen
af fullt lufttorrt trä, mera sällan af järn
eller annan metall. Vid deras framställning
måste bl. a. hänsyn noga tagas till den använda
metallens krympning vid afkylning. För vanligt
gjuttackjärn plägar krympningen antagas till
1/96, d. v. s. modellen måste göras 1/96 större
än de åsyftade dimensionerna. Som hjälpmedel har
formaren då en s. k. krympaln, hvars mått äro
96/95 af de normala. Vid det enklaste fallet – en
kropp, hvars ena yta är plan – aftryckes modellen
i formsanden (öppen sandformning), hvarefter
metall ingjutes i fördjupningen.
|
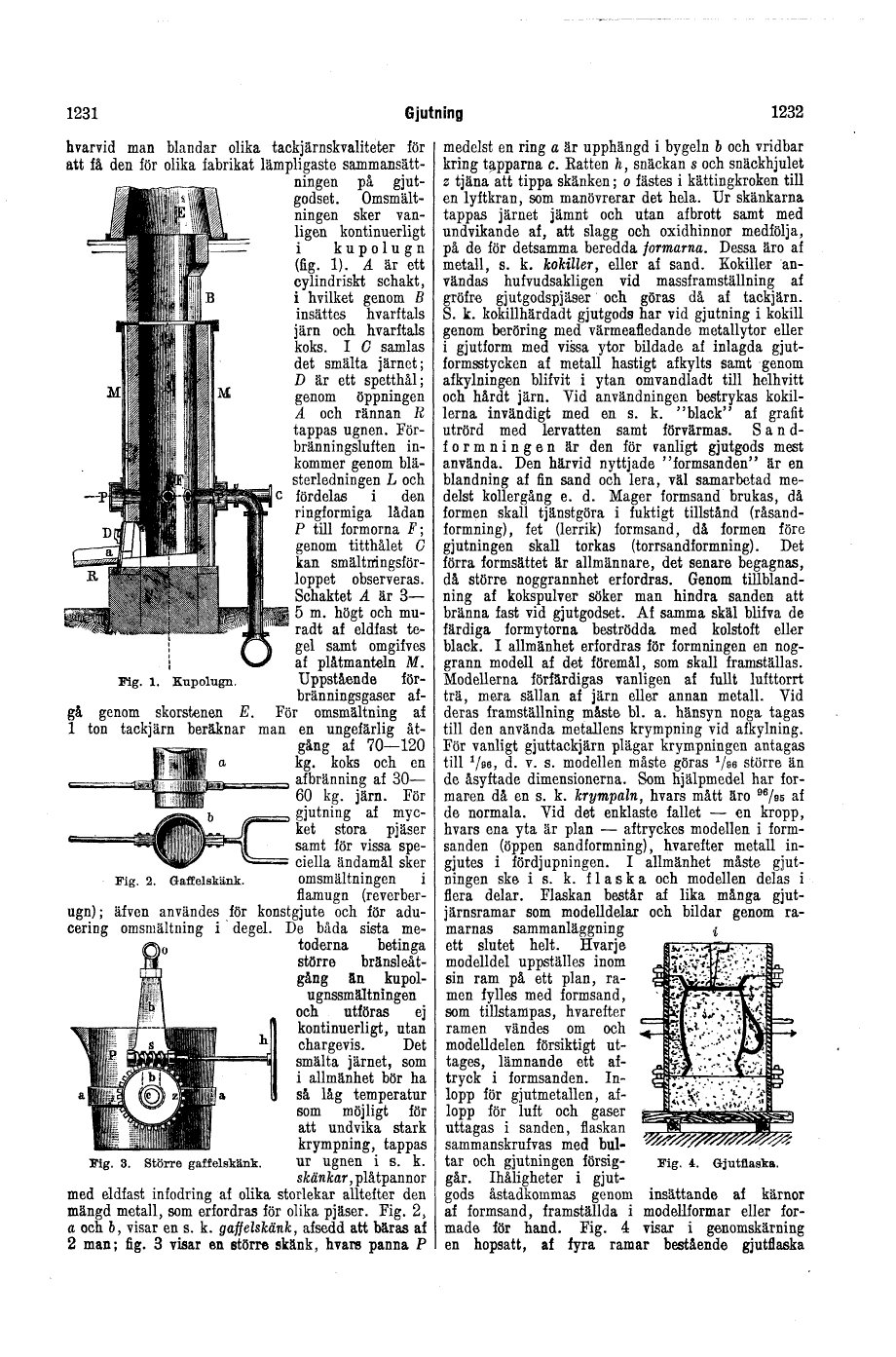
| Fig. 4. Gjutflaska. |
I allmänhet
måste gjutningen ske i s. k. flaska och modellen
delas i flera delar. Flaskan består af lika många
gjutjärnsramar som modelldelar och bildar genom
ramarnas sammanläggning
ett slutet helt. Hvarje modelldel uppställes
inom sin ram på ett plan, ramen fylles med
formsand, som tillstampas, hvarefter ramen
vändes om och modelldelen försiktigt uttages,
lämnande ett aftryck i formsanden. Inlopp
för gjutmetallen, aflopp för luft och gaser
uttagas i sanden, flaskan sammanskrufvas med
bultar och gjutningen försiggår. Ihåligheter i
gjutgods åstadkommas genom insättande af kärnor
af formsand, framställda i modellformar eller
formade för hand. Fig. 4 visar i genomskärning
en hopsatt, af fyra ramar bestående gjutflaska
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Sun Dec 10 18:46:22 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/nfbi/0638.html

