
Full resolution (JPEG) - On this page / på denna sida - Mynt- och justeringsverket - Myntrealisation - Myntregale - Mynttecken - Mynttillverkning - Myntunion - Myntverket - Myntvikt - Müntzing, Arne
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
455
Myntrealisation—Müntzing
456
1877 till självständigt ämbetsverk under en
myntdirektör som chef och underställdes Finansdep.
direkt. Sedan kontroll- och justeringsväsendet
1910 överförts till Myntverket, tillkom M:s nuv.
namn. — Litt.: ”Kungl. Myntet 1850—1950”,
under red. av T. Swensson (1950).
Myntrealisation, det förfarande, varigenom
staten reglerar det nominella värdet av
kreditmynt (sedlar el. underhaltiga metallmynt), som
fallit i värde i förh. till huvudmyntet.
Kreditmynten inlösas vid en m. icke till sitt nominella
värde utan till ett lägre värde. I Sverige
företogs efter realisationen av Karl XII:s nödmynt
under frihetstidens början den första m. 1776,
då sedlarna inlöstes i silver till hälften av sitt
nominella värde. Nästa m. skedde 1803, då 15
mill. riksgäldssedlar inlöstes med 10 mill.
riks-bankssedlar. Den sista m. skedde slutl. 1834, då
riksbankssedlarna inlöstes till 3/s av nominella
värdet.
Myntregäle, kronan förbehållen rätt att slå
mynt.
Mynttecken, se Nödmynt.
Mynttillverkning. Sedan äldsta tider har m.
skett genom prägling, mera undantagsvis genom
gjutning. Myntstampen, varmed präglingen
utföres, tillverkades förr vanl. genom gravering
med gravstickel el. genom punsning. Numera sker
framställningen så, att en avgjutning i brons av
gipsmodellen uppsättes i en graveringsmaskin, i
vilken modellen reproduceras till en förminskad
bild i ohärdat stål. Härvid erhålles först en
positiv puns, vilken efter härdning nedslås i en
ohärdad stålbit och ger ett negativt avtryck.
Efter härdning användes detta avtryck
såsom stamp vid präglingen. Urspr. skedde
präglingen för hand, varvid det glödgade myntämnet
(platten) lades på en i ett fast underlag infälld
understämpel, medan överstämpeln var
ingraverad i ena kortändan av en rörlig cylinder och
medelst hammarslag på den andra kortändan
drevs in i myntämnet, som sålunda även
intrycktes i understämpeln (hammarprägling).
Hammarpräglingen användes till slutet av
medeltiden, då klippverket uppfanns. I detta var
överstämpeln infälld i en i vertikalled rörlig ram,
varigenom snedprägling undveks. En ytterligare
teknisk förbättring skedde under 1500-talet, då
valsverket infördes. Vid valspräglingen fick
en glödgad metallten passera mellan två
roterande valsar, å vilka prägeln graverats. Från
1600-talet ersattes klipp- och valsverken av
spindel- el. skruvpressen, överstämpeln
var i spindelverket fastsatt i en skruvanordning,
som genom en vridbar arm kunde höjas men av
sig själv föll ned mot under stämpeln, då armen
släpptes. Med spindel verket kunde ända till 30
mynt i min. präglas. Ett förbättrat spindelverk
är friktionspressen, som ännu användes
vid medalj prägling. För m. användas numera
högproduktiva knäleds- el. excenterpressar med
automatisk inmatning av myntämnen.
Framställningen av myntämnen (plattar) sker på följ, sätt:
smältningen av myntmetallen sker i ugnar av
olika konstruktion, och smältan gjutes upp i
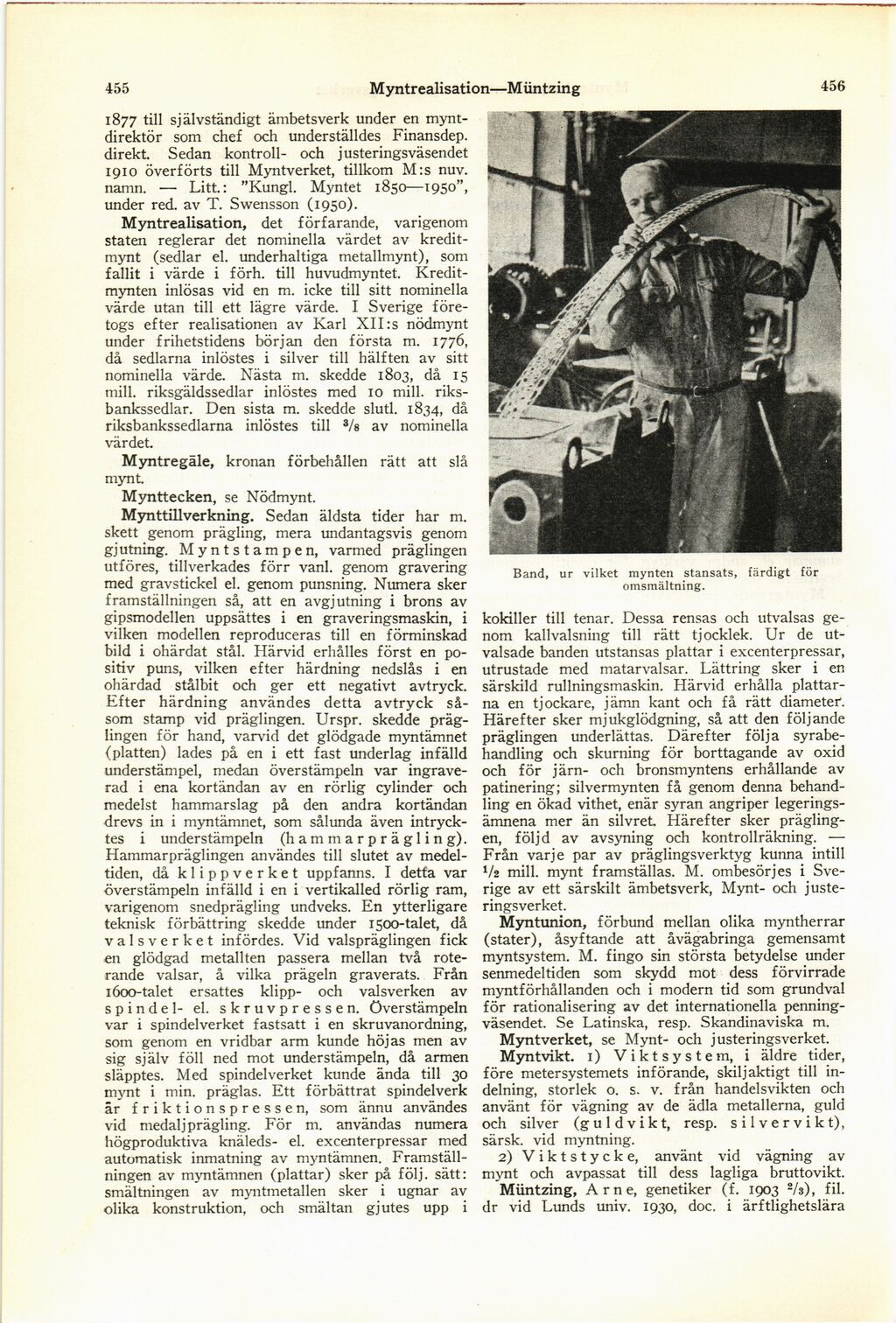
Band, ur vilket mynten stansats, färdigt för
omsmältning.
kokiller till tenar. Dessa rensas och utvalsas
genom kallvalsning till rätt tjocklek. Ur de
utvalsade banden utstansas plattar i excenterpressar,
utrustade med matarvalsar. Lättring sker i en
särskild rullningsmaskin. Härvid erhålla
plattar-na en tjockare, jämn kant och få rätt diameter.
Härefter sker mjukglödgning, så att den följande
präglingen underlättas. Därefter följa
syrabehandling och skurning för borttagande av oxid
och för järn- och bronsmyntens erhållande av
patinering; silvermynten få genom denna
behandling en ökad vithet, enär syran angriper
legerings-ämnena mer än silvret Härefter sker
präglingen, följd av avsyning och kontrollräkning. —
Från varje par av präglingsverktyg kunna intill
U2 mill. mynt framställas. M. ombesörjes i
Sverige av ett särskilt ämbetsverk, Mynt- och
juste-ringsverket.
Myntunion, förbund mellan olika myntherrar
(stater), åsyftande att åvägabringa gemensamt
myntsystem. M. fingo sin största betydelse under
senmedeltiden som skydd mot dess förvirrade
myntförhållanden och i modern tid som grundval
för rationalisering av det internationella
penningväsendet. Se Latinska, resp. Skandinaviska m.
Myntverket, se Mynt- och justeringsverket.
Myntvikt. 1) Viktsystem, i äldre tider,
före metersystemets införande, skiljaktigt till
indelning, storlek o. s. v. från handelsvikten och
använt för vägning av de ädla metallerna, guld
och silver (guldvikt, resp, silvervikt),
särsk. vid myntning.
2) Viktstycke, använt vid vägning av
mynt och avpassat till dess lagliga bruttovikt.
Müntzing, Arne, genetiker (f. 1903 Va), fil.
dr vid Lunds univ. 1930, doc. i ärftlighetslära
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}