
Full resolution (JPEG) - On this page / på denna sida - N:o 7. Juli - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
S 7533
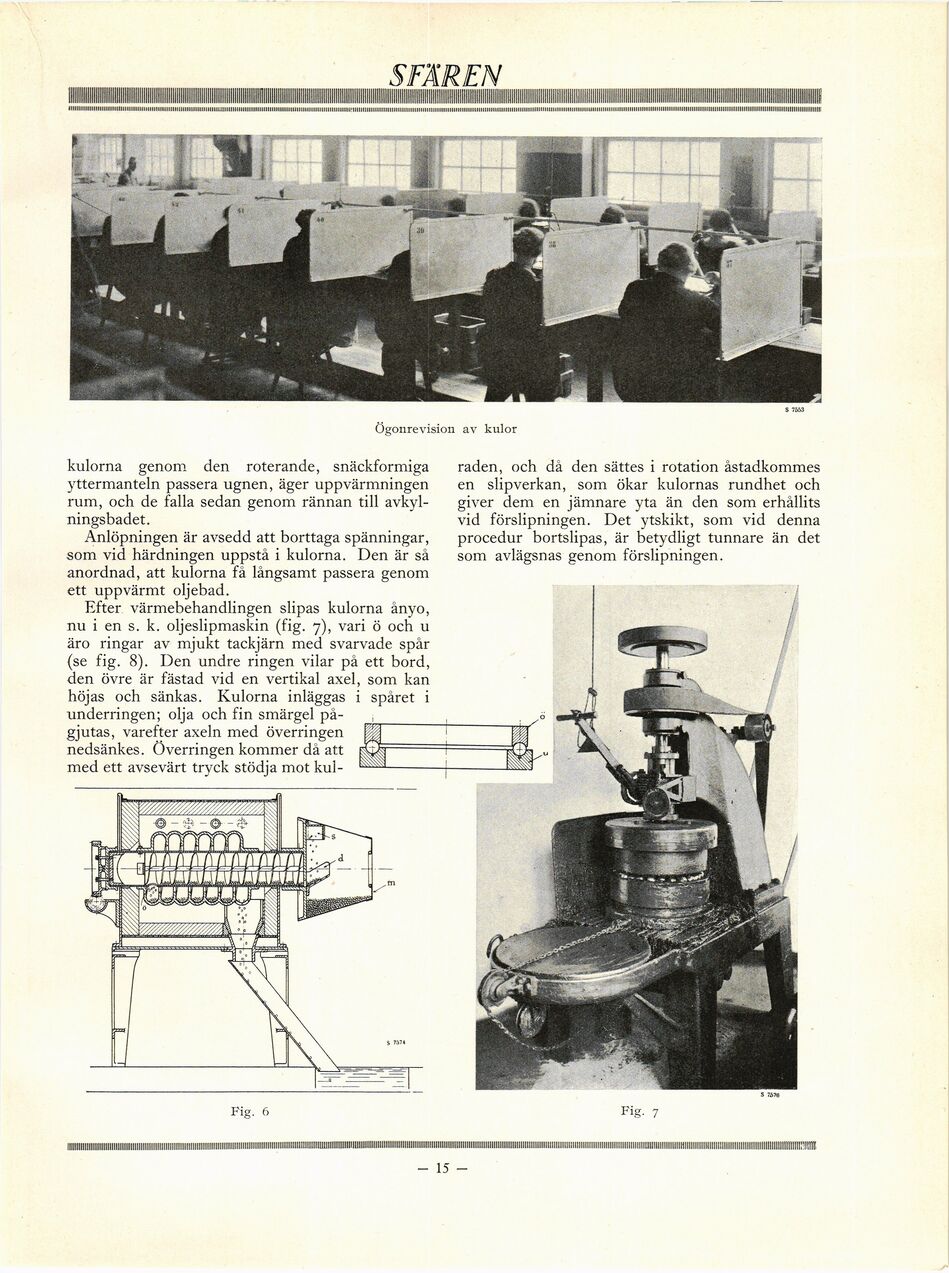
Ögonrevision av kulor
kulorna genom den roterande, snäckformiga
yttermanteln passera ugnen, äger uppvärmningen
rum, och de falla sedan genom rännan till
avkyl-ningsbadet.
Anlöpningen är avsedd att borttaga spänningar,
som vid härdningen uppstå i kulorna. Den är så
anordnad, att kulorna få långsamt passera genom
ett uppvärmt oljebad.
Efter värmebehandlingen slipas kulorna ånyo,
nu i en s. k. oljeslipmaskin (fig. 7), vari ö och u
äro ringar av mjukt tackjärn med svarvade spår
(se fig. 8). Den undre ringen vilar på ett bord,
den övre är fästad vid en vertikal axel, som kan
höjas och sänkas. Kulorna inläggas i spåret i
underringen; olja och fin smärgel
pågjutas, varefter axeln med överringen
nedsänkes. Överringen kommer då att
med ett avsevärt tryck stödja mot kul-
raden, och då den sättes i rotation åstadkommes
en slipverkan, som ökar kulornas rundhet och
giver dem en jämnare yta än den som erhållits
vid förslipningen. Det ytskikt, som vid denna
procedur bortslipas, är betydligt tunnare än det
som avlägsnas genom förslipningen.
Fig. 9
Fig. 10 Fig. II
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}