
Full resolution (JPEG) - On this page / på denna sida - V. Virkestorkning och torkanläggningar, av H. Baumann och T. Högrell - C. Trä torkningens utförande - 6. Virkets stapling - 7. Torkningsprocessens genomförande
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Virkestorkning och torkanläggningar
rakt och skevningsfritt, att torkningen blir genomgående jämn,
att torkans utrymme blir ekonomiskt utnyttjat samt att
torkningstiden håller sig inom rimliga gränser.
För att möjliggöra ett rationellt utnyttjande av såväl torka
som torkningspersonal, bör all stapling ske på torkvagnar. Dessa
böra vara långa, så att de icke medföra för stort dörr-utrymme;
lämpligt är att första lagret virke kommer på ett avstånd av
50—80 mm över torkans golv.
Eftersom torkningen sker genom torkluftens omspolning av
virket, måste luftkanaler finnas mellan de olika virkeslagren,
vilket åstadkommes genom att åtskilja dessa med mellanlägg,
s. k. strö. Dessa strö få icke ligga på för stort avstånd från
varandra, annars kan virket bli skevt och krokigt. Hur stort avstånd
man kan tillåta mellan två strö beror på virkessort, dimension
och begynnelsefuktkvot, men i allmänhet bör man hålla sig mellan
50—100 cm, där de lägre avstånden gälla för klena dimensioner
och hög fuktkvot. Ströna måste ovillkorligen ligga rakt ovanför
varandra, så att virket icke belastas med mer än sin egenvikt, i
annat fall blir det krokigt.
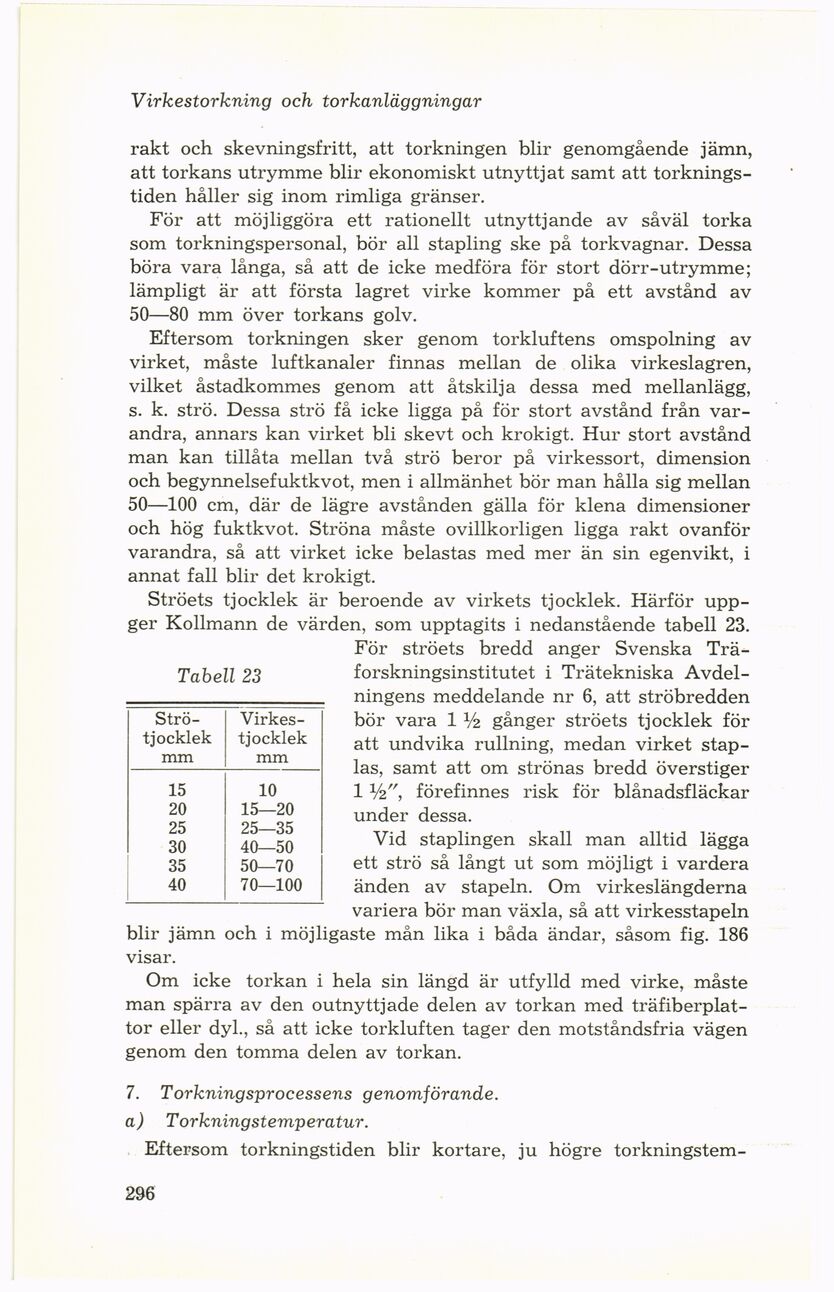
Ströets tjocklek är beroende av virkets tjocklek. Härför
uppger Kollmann de värden, som upptagits i nedanstående tabell 23.
För ströets bredd anger Svenska
Träforskningsinstitutet i Trätekniska
Avdelningens meddelande nr 6, att ströbredden
bör vara 1 % gånger ströets tjocklek för
att undvika rullning, medan virket
staplas, samt att om strönas bredd överstiger
1 förefinnes risk för blånadsfläckar
under dessa.
Vid staplingen skall man alltid lägga
ett strö så långt ut som möjligt i vardera
änden av stapeln. Om virkeslängderna
variera bör man växla, så att virkesstapeln
blir jämn och i möjligaste mån lika i båda ändar, såsom fig. 186
visar.
Om icke torkan i hela sin längd är utfylld med virke, måste
man spärra av den outnyttjade delen av torkan med
träfiberplattor eller dyl., så att icke torkluften tager den motståndsfria vägen
genom den tomma delen av torkan.
7. Torkningsprocessens genomförande,
a) Torkningstemperatur.
Eftersom torkningstiden blir kortare, ju högre torkningstem-
Tabell 23
[-Strö-tjocklek-]
{+Strö- tjocklek+} mm [-Virkestjocklek-] {+Virkes- tjocklek+} mm
15 10
20 15—20
25 25—35
30 40—50
35 50—70
40 70—100
296
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}