
Full resolution (TIFF) - On this page / på denna sida - IX.2. Järntillverkningen. Af professor J. G. Wiborgh, Stockholm
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GÖTJÄRNSTILLVERKNING.
673
Den svenska bessemerprocessen har den stora fördelen, att en tillsats
af manganjärn vid blåsningens slut, för att borttaga rödskörhet
hos stålet i följd af oxideradt järn, blir obehöflig, dels emedan
tackjärnets manganhalt är stor och dels emedan blåsningen af bry
tes, medan kolhalten är hög och järnet i följd häraf ej ^kan hålla
syrsatt järn. Endast i det fall, att mjukt järn skall framställas,
användes en tillsats af ferro-mangan.
För att däremot få fullkomligt biåsfria göt tillsättes understundom,
när blåsningen är slut, antingen kisel-manganjärn eller aluminium,
det förstnämnda i konvertera, det senare, under järnets uttappning,
i kokillerna. Mängden aluminium, som tillsättes, är beroende på
stålets kolhalt; för hårdt stål användes blott 0’005 %, men för
mjukt stål ända till 0*02 % och däröfver. En större tillsats af
aluminium gör stålet tjockflytande och ökar blåsigheten i stället
för att minska den.
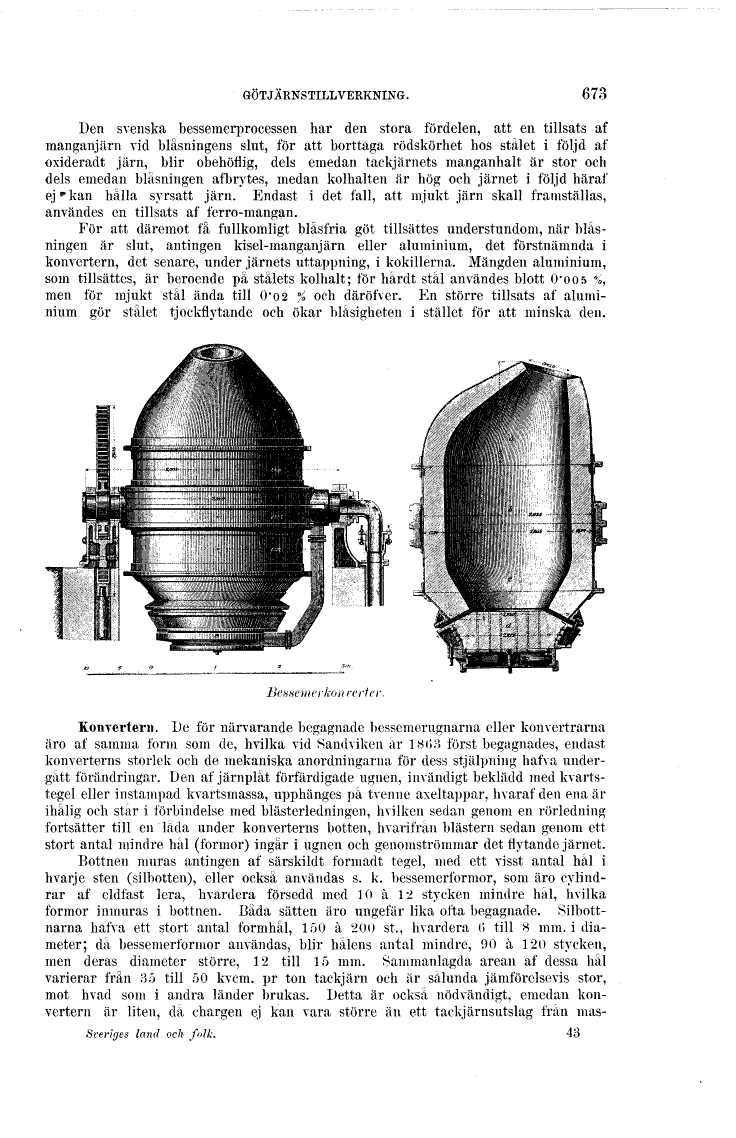
Konvertern. De för närvarande begagnade bessemerugnarna eller
konvertrarna äro af samma form som de, hvilka vid Sandviken år 18
(J 3 först begagnades, endast konverterns storlek och de mekaniska
anordningarna för dess stjälpning hafva undergått förändringar. Den
af järnplåt förfärdigade ugnen, invändigt beklädd med kvartstegel
eller instampad kvartsmassa, upphänges på tvenne axeltappar, hvaraf
den ena är ihålig och står i förbindelse med blästerledningen,
hvilken sedan genom en rörledning fortsätter till en låda under
konverterns botten, h varifrån blästern sedan genom ettstort antal
mindre häl (formor) ingår i ugnen och genomströmmar det flytande
järnet.
Bottnen muras antingen af särskildt formadt tegel, med ett
visst antal hål i hvarje sten (silbotten), eller också användas
s. k. bessemerformor, som äro cylindrar af eldfast lera, hvardera
försedd med 10 å 12 stycken mindre hål, hvilka formor inmuras i
bottnen. Båda sätten äro ungefär lika ofta begagnade. Silbott-narna
hafva ett stort antal formhål, 150 å 200 st., hvardera 6 till 8 mm. i
diameter; då bessemerformor användas, blir hålens antal mindre, 90 ä
120 stycken, men deras diameter större, 12 till 15 mm. Sammanlagda
arean af dessa hål varierar från 35 till 50 kvcm. pr ton tackjärn
och är sålunda jämförelsevis stor, mot hvad som i andra länder
brukas. Detta är också nödvändigt, emedan konvertera är liten,
då chargen ej kan vara större än ett tackjärnsutslag från mas-
Sveriges land och folk.
43
<< prev. page << föreg. sida << >> nästa sida >> next page >>