
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
ORGAN FÖR SVERIGES ALLMÄNNA FOLKSKOLLÄRARFÖRENING.
N P 21. (2209.)
STOCKHOLM, 21 MAJ 1924
43:e årg.
Prenumerationspris :
Vi ar 10kr., 8/4ar8 kr., Va &r kr 6: 50, >/4 ar 8 kr. Lösnummerpris 25 öre.
Prenumeration sker alltid å närmaste postanstalt.
Redaktion:
Barnhusgatan 8, n. b. Telefon : Norr 87 00. Redaktören träffas
Redaktör och ansvarig utgivare: J. FRANZÉN
Expedition:
Barnhusgatan 8, n. b. Tel.: 8000, Norr 6000 Kontorstid: 10-5.
Stockholm 1924. Kungl. Hovboktr. Iduns Tryckeri A.-B.
Annonspris :
for 1 millimeter & yttersida 80 öre, å innersida 25 öre; vid införande även i Småskolan ett tillägg av 10 öre
Annons skall vara inlämnad lördagen närmast före utgivningsdagen.
Redaktionssekreterare: KARL-ERIK KARLSSON
Utgivningsdag: onsdag.
Förläggare: Svensk Läraretidnings Förlags A.-B.
(Forts.)
Bland övningar, vilka direkt kunna resultera i ett prydligt och praktiskt användbart föremål, och som på samma gång utgöra en nödvändig grund för ett flertal mera sammansatta arbeten, må nämnas skålformning av plåt. Detta arbete kan utföras på många olika sätt; här nedan skall nämnas något om den metod, som kallas sänkning.
Den blivande skålens eller sakens användning - och naturligtvis även kostnadsfrågan - ar avgörande vid valet av metall och vid bestämmandet av godsets tjocklek. Till och med av ett sa billigt material som god svensk järnplåt kunna i lämpliga fall synnerligen tilltalande arbeten erhållas, men den olägenheten medföljer lätt, att ytan rostar. Faran härför kan dock i avsevärd grad minskas eller fullkomligt borttagas genom lämplig ytbehandling, varom nämnes längre fram. Askkoppar, nålfat, små brickor o. d. göras dock helst av koppar, mässing eller tenn. Tesilar och andra saker, som utsättas för väta och komma i beröring med matvaror, utföras med
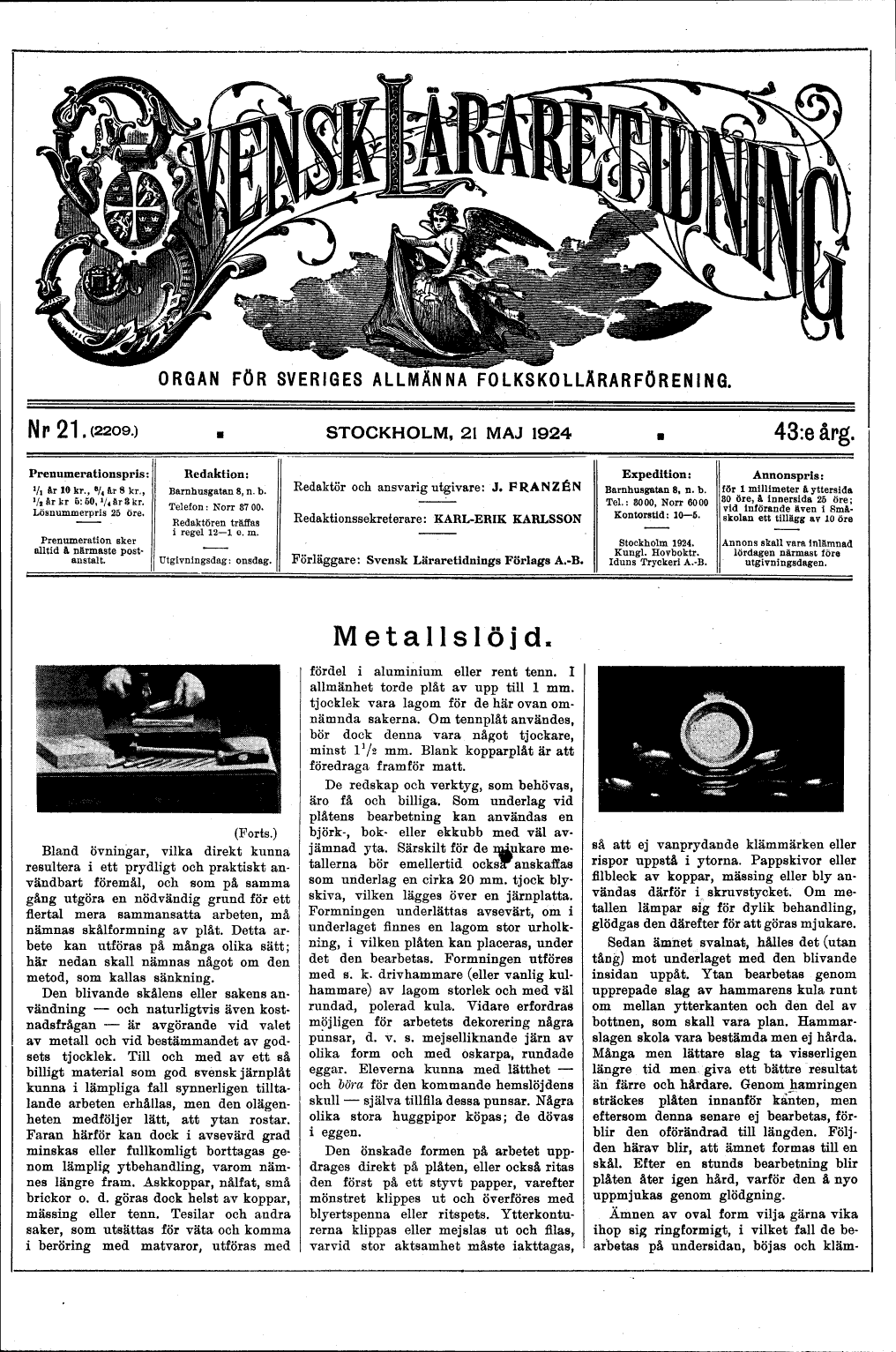
Metallslöjd.
fördel i aluminium eller rent tenn. I allmänhet torde plåt av upp till l mm. tjocklek vara lagom för de här ovan omnämnda sakerna. Om tennplåt användes, bör dock denna vara något tjockare, minst !J/2 mm. Blank kopparplåt ar att föredraga framför matt.
De redskap och verktyg, som behövas, äro få och billiga. Som underlag vid plåtens bearbetning kan användas en björk-, bok- eller ekkubb med väl avjämnad yta. Särskilt för de rjmikare metallerna bör emellertid ockslr anskaffas som underlag en cirka 20 mm. tjock blyskiva, vilken lägges över en järnplatta. Formningen underlättas avsevärt, om i underlaget finnes en lagom stor urholkning, i vilken plåten kan placeras, under det den bearbetas. Formningen utföres med s. k. drivhammare (eller vanlig kulhammare) av lagom storlek och med väl rundad, polerad kula. Vidare erfordras möjligen för arbetets dekorering några punsar, d. v. s. mejselliknande järn av olika form och med oskarpa, rundade eggar. Eleverna kunna med lätthet - och böra for den kommande hemslöjdens skull - själva tillfila dessa punsar. Några olika stora huggpipor köpas; de dövas i eggen.
Den önskade formen på arbetet uppdrages direkt på plåten, eller också ritas den först på ett styvt papper, varefter mönstret klippes ut och överföres med blyertspenna eller ritspets. Ytterkonturerna klippas eller mejslas ut och filas, varvid stor aktsamhet måste iakttagas,
sa att ej vanprydande klämmärken eller rispor uppstå i ytorna. Pappskivor eller filbleck av koppar, mässing eller bly användas därför i skruvstycket. Om metallen lämpar »ig för dylik behandling, glödgas den därefter för att göras mjukare.
Sedan ämrtet svalnat, hålles det (utan tång) mot underlaget med den blivande insidan uppåt. Ytan bearbetas genom upprepade slag av hammarens kula runt om mellan ytterkanten och den del av bottnen, som skall vara plan. Hammarslagen skola vara bestämda men ej hårda. Många men lättare slag ta visserligen längre tid men giva ett bättre resultat an färre och hårdare. Genom hamringen sträckes plåten innanför kanten, men eftersom denna senare ej bearbetas, förblir den oförändrad till längden. Följden härav blir, att ämnet formas till en skål. Efter en stunds bearbetning blir plåten åter igen hård, varför den å nyo uppmjukas genom glödgning.
Ämnen av oval form vilja garna vika ihop sig ringformigt, i vilket fall de bearbetas på undersidan, böjas och kläm-
<< prev. page << föreg. sida << >> nästa sida >> next page >>