
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
19 maj 1928
MEKANIK
61
/Cor
s&ßg.
blir alltså en bruten linje. Om kärlets minsta och största
diameter är d1 resp. d2 samt delningsbitarnas största
tjocklek p och mellanrummen vid största diametern s,
dn — d1
sa måste man göra s ?> pX
för att stämpeln i
Då nu s å andra
ningsappørat (se fig. 5). Den är så beskaffad, att två
frilöpande, mot varandra skärande klipptrissor A—A på
baksidan av svarven föras in mot kärlet. Trissornas
lutning mot kärlkanten är sådan, att de äta sig in mot
centrum, tills de komma i slutligt innerläge. Kanten bör vara
plan, dvs. stå i 90° vinkel mot centrumlinjen, vilket
erhålles genom att man utför pressverktygets plåthållare
och dragring med plan anliggningsyta. Klippningen sker
fullt färdig på c:a l1/2 varv hos svarvspindeln.
Klippskrotet erhålles i form av en lång öppen remsa. Genast
efter denna renklippning föres spaken B över i andra
läget, då i stället trådningstrissan på svarvens framsida
föres in mot den renklippta kanten och utför trådningen.
Kantklippning av kärl med tjockare plåt, 1 mm och
mera, sker däremot genom svarvning med skärstål med
lång krökt egg. Stålet ställes i en sådan lutning mot
svarvspindeln, att vid dess inmatning vinkelrätt mot
spindeln angreppspunkten flyttas kontinuerligt från
eggens ena ända till den andra. Genom denna
anordning kan stålet tåla vid en skärhastighet av flera hundra
meter per minut.
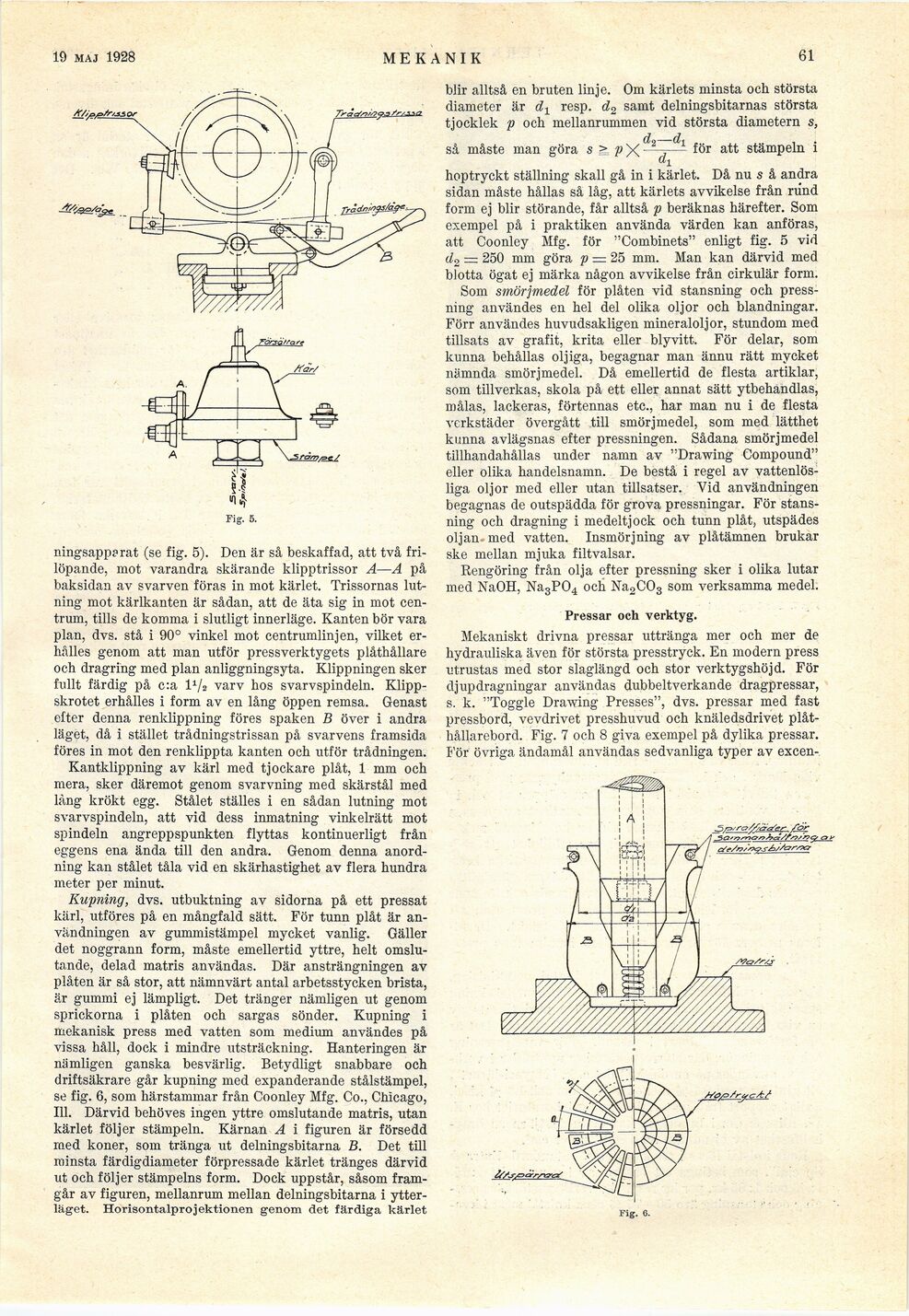
Kupning, dvs. utbuktning av sidorna på ett pressat
kärl, utföres på en mångfald sätt. För tunn plåt är
användningen av gummistämpel mycket vanlig. Gäller
det noggrann form, måste emellertid yttre, helt
omslutande, delad matris användas. Där ansträngningen av
plåten är så stor, att nämnvärt antal arbetsstycken brista,
är gummi ej lämpligt. Det tränger nämligen ut genom
sprickorna i plåten och sargas sönder. Kupning i
mekanisk press med vatten som medium användes på
vissa håll, dock i mindre utsträckning. Hanteringen är
nämligen ganska besvärlig. Betydligt snabbare och
driftsäkrare går kupning med expanderande stålstämpel,
se fig. 6, som härstammar från Coonley Mfg. Co., Chicago,
111. Därvid behöves ingen yttre omslutande matris, utan
kärlet följer stämpeln. Kärnan A i figuren är försedd
med koner, som tränga ut delningsbitarna B. Det till
minsta färdigdiameter förpressade kärlet tränges därvid
ut och följer stämpelns form. Dock uppstår, såsom
framgår av figuren, mellanrum mellan delningsbitarna i
ytterläget. Horisontalprojektionen genom det färdiga kärlet
di
hoptryckt ställning skall gå in i kärlet,
sidan måste hållas så låg, att kärlets avvikelse från riind
form ej blir störande, får alltså p beräknas härefter. Som
exempel på i praktiken använda värden kan anföras,
att Coonley Mfg. för "Combinets" enligt fig. 5 vid
d., — 250 mm göra p = 25 mm. Man kan därvid med
blotta ögat ej märka någon avvikelse från cirkulär form.
Som smörjmedel för plåten vid stansning och
pressning användes en hel del olika oljor och blandningar.
Förr användes huvudsakligen mineraloljor, stundom med
tillsats av grafit, krita eller blyvitt. För delar, som
kunna behållas oljiga, begagnar man ännu rätt mycket
nämnda smörjmedel. Då emellertid de flesta artiklar,
som tillverkas, skola på ett eller annat sätt ytbehandlas,
målas, lackeras, förtennas etc., har man nu i de flesta
verkstäder övergått till smörjmedel, som med lätthet
kunna avlägsnas efter pressningen. Sådana smörjmedel
tillhandahållas under namn av "Drawing Compound"
eller olika handelsnamn. De bestå i regel av
vattenlösliga oljor med eller utan tillsatser. Vid användningen
begagnas de outspädda för grova pressningar. För
stansning och dragning i medeltjock och tunn plåt, utspädes
oljan med vatten. Insmörjning av plåtämnen brukar
ske mellan mjuka fUtvalsar.
Rengöring från olja efter pressning sker i olika lutar
med NaOH, Na3P04 och Na2C03 som verksamma medel.
Pressar och verktyg.
Mekaniskt drivna pressar uttränga mer och mer de
hydrauliska även för största presstryck. En modern press
utrustas med stor slaglängd och stor verktygshöj d. För
djup dragningar användas dubbeltverkande dragpressar,
s. k. "Toggle Drawing Presses", dvs. pressar med fast
pressbord, vevdrivet presshuvud och knäledsdrivet
plåt-hållarebord. Fig. 7 och 8 giva exempel på dylika pressar.
För övriga ändamål användas sedvanliga typer av excen-
Fig. 6.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}