
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 23 mars 1929 - De tyngre nonferrometallerna, av Vilhelm Christiansen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
168
TEKNISK TIDSKRIFT
16 febr. 1929
20 40 60 80 O 20 40 60 BO
NedvaJsningsgnod %
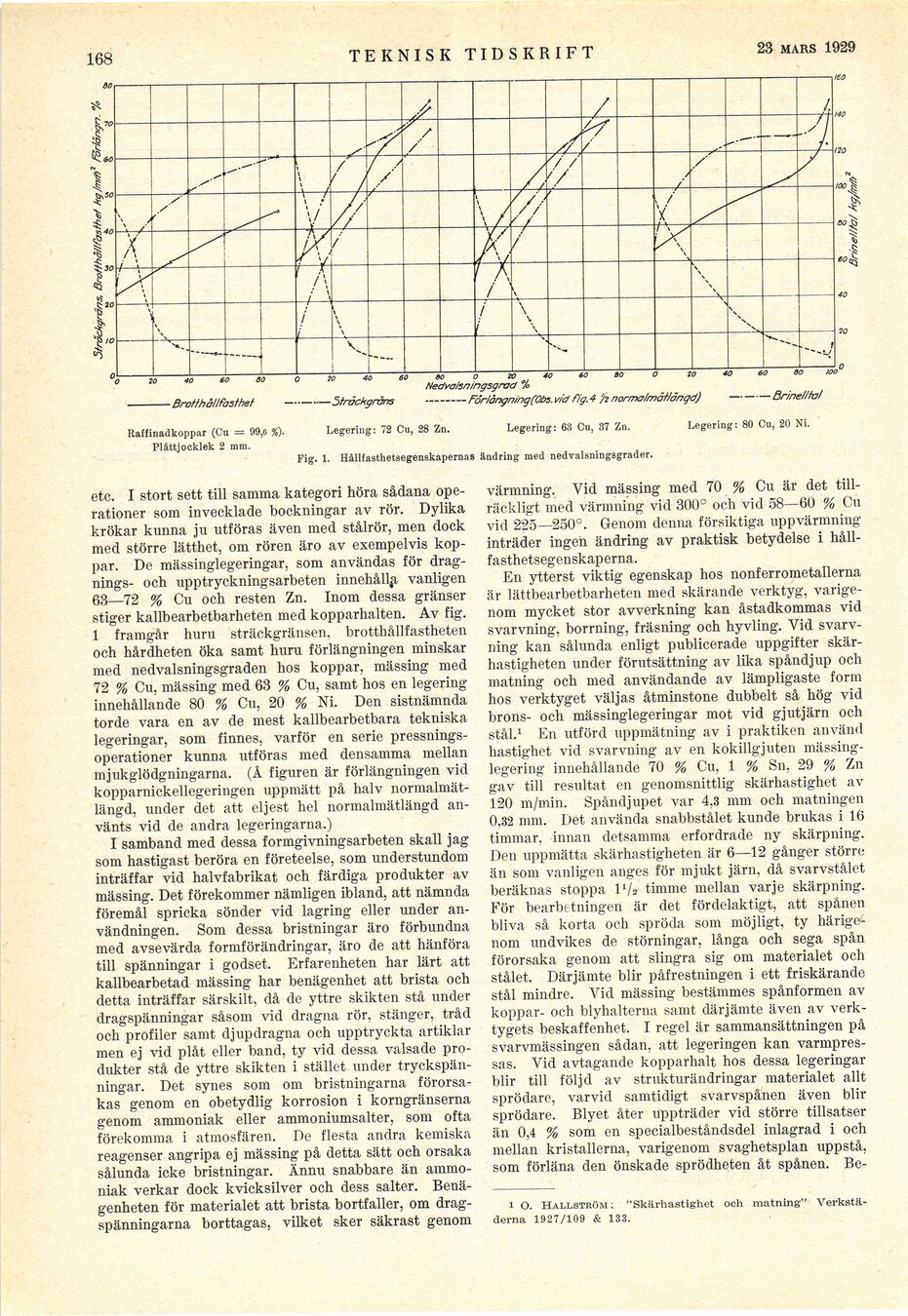
-Brotthållfasthet –––-Sträckgräns ––––FörlångningCObs.v/dfig.4 J/2normo/måt/ängd) ––-Brinelltal
Raffinadkoppar (Cu = 99,6 %). Legering: 72 Cu, 28 Zn. Legering: 63 Cu, 37 Zn.
Plåttjocklek 2 mm.
Fig. 1. Hållfasthetsegenskapernas ändring med nedvalsningsgrader.
Legering: 80 Cu, 20 Ni.
etc. I stort sett till samma kategori höra sådana
operationer som invecklade bockningar av rör. Dylika
krökar kunna ju utföras även med stålrör, men dock
med större lätthet, om rören äro av exempelvis
koppar. De mässinglegeringar, som användas för
dragnings- och upptryckningsarbeten innehållet vanligen
63—72 % Cu och resten Zn. Inom dessa gränser
stiger kallbearbetbarheten med kopparhalten. Av fig.
1 framgår huru sträckgränsen, brotthållfastheten
och hårdheten öka samt huru förlängningen minskar
med nedvalsningsgraden hos koppar, mässing med
72 % Cu, mässing med 63 % Cu, samt hos en legering
innehållande 80 % Cu, 20 % Ni. Den sistnämnda
torde vara en av de mest kallbearbetbara tekniska
legeringar, som finnes, varför en serie
pressningsoperationer kunna utföras med densamma mellan
mjukglödgningarna. (Å figuren är förlängningen vid
kopparnickellegeringen uppmätt på halv
normalmät-längd, under det att eljest hel normalmätlängd
använts vid de andra legeringarna.)
I samband med dessa formgivningsarbeten skall jag
som hastigast beröra en företeelse, som understundom
inträffar vid halvfabrikat och färdiga produkter av
mässing. Det förekommer nämligen ibland, att nämnda
föremål spricka sönder vid lagring eller under
användningen. Som dessa bristningar äro förbundna
med avsevärda formförändringar, äro de att hänföra
till spänningar i godset. Erfarenheten har lärt att
kallbearbetad mässing har benägenhet att brista och
detta inträffar särskilt, då de yttre skikten stå under
dragspänningar såsom vid dragna rör, stänger, tråd
och profiler samt djupdragna och upptryckta artiklar
men ej vid plåt eller band, ty vid dessa valsade
produkter stå de yttre skikten i stället under
tryckspänningar. Det synes som om bristningarna
förorsakas genom en obetydlig korrosion i korngränserna
genom ammoniak eller ammoniumsalter, som ofta
förekomma i atmosfären. De flesta andra kemiska
reagenser angripa ej mässing på detta sätt och orsaka
sålunda icke bristningar. Ännu snabbare än
ammoniak verkar dock kvicksilver och dess salter.
Benägenheten för materialet att brista bortfaller, om
dragspänningarna borttagas, vilket sker säkrast genom
värmning. Vid mässing med 70 % Cu är det
tillräckligt med värmning vid 300° och vid 58—60 % Cu
vid 225—250°. Genom denna försiktiga uppvärmning
inträder ingen ändring av praktisk betydelse i
hållfasthetsegenskaperna.
En ytterst viktig egenskap hos nonferrometallerna
är lättbearbetbarheten med skärande verktyg,
varigenom mycket stor avverkning kan åstadkommas vid
svarvning, borrning, fräsning och hyvling. Vid
svarvning kan sålunda enligt publicerade uppgifter
skärhastigheten under förutsättning av lika spåndjup och
matning och med användande av lämpligaste form
hos verktyget väljas åtminstone dubbelt så hög vid
brons- och mässinglegeringar mot vid gjutjärn och
stål.1 En utförd uppmätning av i praktiken använd
hastighet vid svarvning av en kokillgjuten
mässinglegering innehållande 70 % Cu, 1 % Sn, 29 % Zn
gav till resultat en genomsnittlig skärhastighet av
120 m/min. Spåndjupet var 4,3 mm och matningen
0,32 mm. Det använda snabbstålet kunde brukas i 16
timmar, innan detsamma erfordrade ny skärpning.
Den uppmätta skärhastigheten är 6—12 gånger större
än som vanligen anges för mjukt järn, då svarvstålet
beräknas stoppa D/2 timme mellan varje skärpning.
För bearbetningen är det fördelaktigt, att spånen
bliva så korta och spröda som möjligt, ty
härigenom undvikes de störningar, långa och sega spån
förorsaka genom att slingra sig om materialet och
stålet. Därjämte blir påfrestningen i ett friskärande
stål mindre. Vid mässing bestämmes spånformen av
koppar- och blyhalterna samt därjämte även av
verktygets beskaffenhet. I regel är sammansättningen på
svarvmässingen sådan, att legeringen kan
varmpressas. Vid avtagande kopparhalt hos dessa legeringar
blir till följd av strukturändringar materialet allt
sprödare, varvid samtidigt svarvspånen även blir
sprödare. Blyet åter uppträder vid större tillsatser
än 0,4 % som en specialbeståndsdel inlagrad i och
mellan kristallerna, varigenom svaghetsplan uppstå,
som förläna den önskade sprödheten åt spånen. Be-
1 O. Hallström: "Skärhastighet och matning"
Verkstäderna 1927/109 & 133.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}