
Full resolution (JPEG) - On this page / på denna sida - Häfte 21. 25 maj 1929 - Transportanordningar för jämnflytande tillverkning och liknande ändamål, av Ragnar Wahrgren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
306
TEKNISK TIDSKRIFT
15 juni 1929
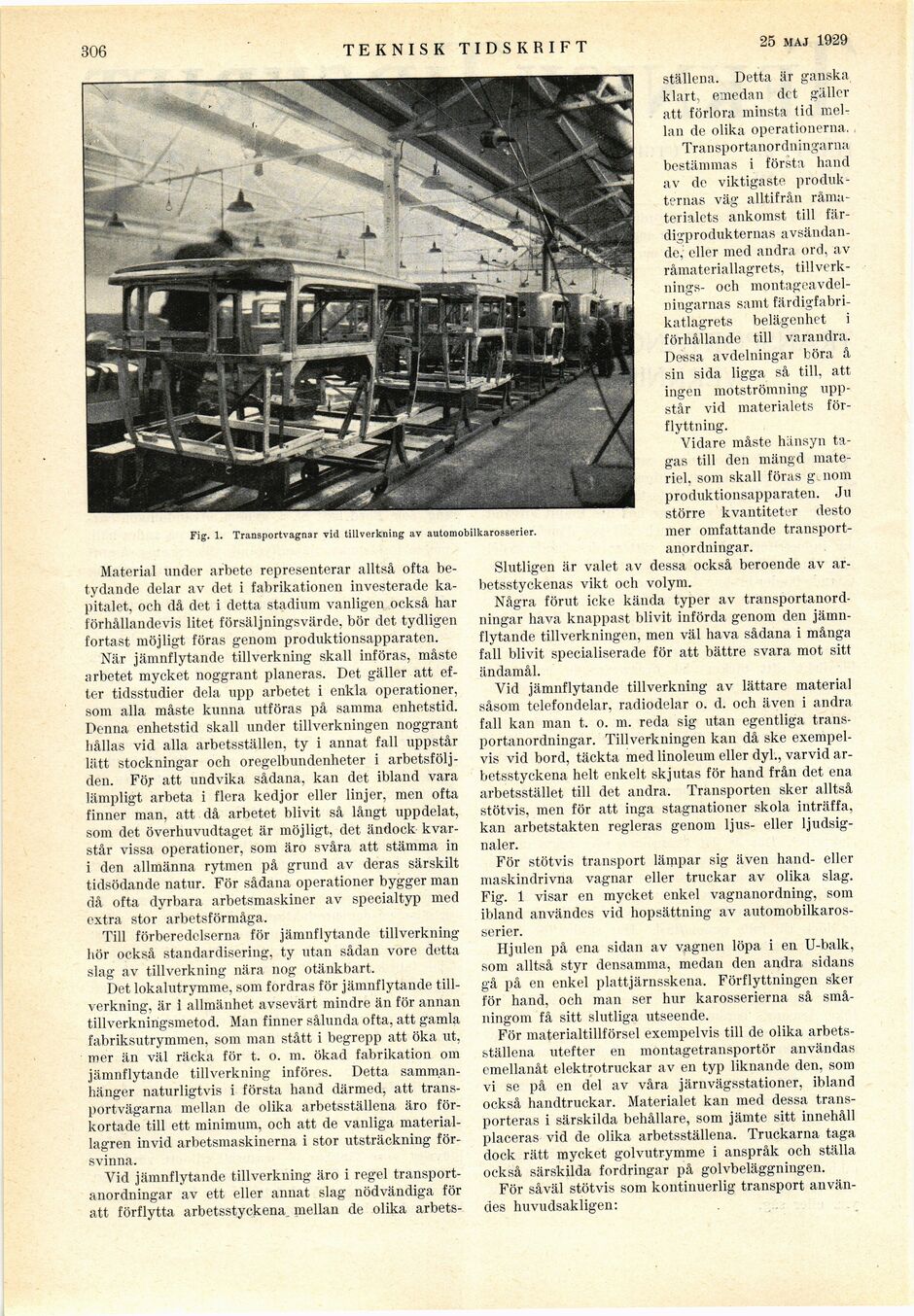
Fig. 1. Transportvagnar vid tillverkning av automobilkarosserier.
Material under arbete representerar alltså ofta
betydande delar av det i fabrikationen investerade
kapitalet, och då det i detta stadium vanligen också har
förhållandevis litet försäljningsvärde, bör det tydligen
fortast möjligt föras genom produktionsapparaten.
När jämnflytande tillverkning skall införas, måste
arbetet mycket noggrant planeras. Det gäller att
efter tidsstudier dela upp arbetet i enkla operationer,
som alla måste kunna utföras på samma enhetstid.
Denna enhetstid skall under tillverkningen noggrant
hållas vid alla arbetsställen, ty i annat fall uppstår
lätt stockningar och oregelbundenheter i
arbetsfölj-den. För att undvika sådana, kan det ibland vara
lämpligt arbeta i flera kedjor eller linjer, men ofta
finner man, att då arbetet blivit så långt uppdelat,
som det överhuvudtaget är möjligt, det ändock
kvarstår vissa operationer, som äro svåra att stämma in
i den allmänna rytmen på grund av deras särskilt
tidsödande natur. För sådana operationer bygger man
då ofta dyrbara arbetsmaskiner av specialtyp med
extra stor arbetsförmåga.
Till förberedelserna för jämnflytande tillverkning
hör också standardisering, ty utan sådan vore detta
slag av tillverkning nära nog otänkbart.
Det lokalutrymme, som fordras för jämnflytande
tillverkning, är i allmänhet avsevärt mindre än för annan
tillverkningsmetod. Man finner sålunda ofta, att gamla
fabriksutrymmen, som man stått i begrepp att öka ut,
mer än väl räcka för t. o. m. ökad fabrikation om
jämnflytande tillverkning införes. Detta
sammanhänger naturligtvis i första hand därmed, att
transportvägarna mellan de olika arbetsställena äro
förkortade till ett minimum, och att de vanliga
material-lagren invid arbetsmaskinerna i stor utsträckning
försvinna.
Vid jämnflytande tillverkning äro i regel
transportanordningar av ett eller annat slag nödvändiga för
att förflytta arbetsstyckena mellan de olika arbets-
ställena. Detta är ganska
klart, emedan det gäller
att förlora minsta tid
mellan de olika operationerna.
Transportanordningarna
bestämmas i första hand
av de viktigaste
produkternas väg alltifrån
råmaterialets ankomst till
färdigprodukternas avsändande, eller med andra ord, av
råmateriallagrets,
tillverknings- och
montageavdelningarnas samt
färdigfabri-katlagrets belägenhet i
förhållande till varandra.
Dessa avdelningar böra å
sin sida ligga så till, att
ingen motströmning
uppstår vid materialets
förflyttning.
Vidare måste hänsyn
tagas till den mängd
materiel, som skall föras g. nom
produktionsapparaten. Ju
större kvantiteter desto
mer omfattande
transportanordningar.
Slutligen är valet av dessa också beroende av
ar-betsstyckenas vikt och volym.
Några förut icke kända typer av
transportanordningar hava knappast blivit införda genom den
jämnflytande tillverkningen, men väl hava sådana i många
fall blivit specialiserade för att bättre svara mot sitt
ändamål.
Vid jämnflytande tillverkning av lättare material
såsom telefondelar, radiodelar o. d. och även i andra
fall kan man t. o. m. reda sig utan egentliga
transportanordningar. Tillverkningen kan då ske
exempelvis vid bord, täckta med linoleum eller dyl., varvid
arbetsstyckena helt enkelt skjutas för hand från det ena
arbetsstället till det andra. Transporten sker alltså
stötvis, men för att inga stagnationer skola inträffa,
kan arbetstakten regleras genom ljus- eller
ljudsignaler.
För stötvis transport lämpar sig även hand- eller
maskindrivna vagnar eller truckar av olika slag.
Fig. 1 visar en mycket enkel vagnanordning, som
ibland användes vid hopsättning av
automobilkarosserier.
Hjulen på ena sidan av vagnen löpa i en U-balk,
som alltså styr densamma, medan den andra sidans
gå på en enkel plattjärnsskena. Förflyttningen sker
för hand, och man ser hur karosserierna så
småningom få sitt slutliga utseende.
För materialtillförsel exempelvis till de olika
arbetsställena utefter en montagetransportör användas
emellanåt elektrotruckar av en typ liknande den, som
vi se på en del av våra järnvägsstationer, ibland
också handtruckar. Materialet kan med dessa
transporteras i särskilda behållare, som jämte sitt innehåll
placeras vid de olika arbetsställena. Truckarna taga
dock rätt mycket golvutrymme i anspråk och ställa
också särskilda fordringar på golvbeläggningen.
För såväl stötvis som kontinuerlig transport
användes huvudsakligen:
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}