
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 april 1929
bergsvetenskap
19
H\
Fig. 5. Schematisk plan och sektion av en värmebehandlingsavdelning,
Cr ................ 0,70—0.90 %
Mo ................ 0,10—0,20 %
S ............. inte över 0,04 %
P ............. „ „ 0,04 %
Fordrad hållfasthet (kg pr cm2):
Elasticitetsgräns för vridning............................8 100
Största hållfasthet för vridning ........................10 900
Elasticitetsgräns för dragning............................12 000
Största hållfasthet för dragning ........................13 400
Kontraktion ..........................................................45 %
Förlängning på 50 mm........................................12 %
Värmebehandling:
1. Glödgning (normalisering) vid 880°C en halv
timme.
2. Svarva navet och reffla änden.
3. Värm till 840—850° C, kyl i kallt rinnande vatten.
4. Löpning i 2 timmar vid approximativt 260°C.
5. Löp flänsänden till ett djup av 65 mm i bly vid
appr. 445° C 2 timmar för erhållande av
Brinelltal 340—387 (diam. 3,30—3,10).
6. Brinellprova alla axlarna.
7. Riktning.
8. Fullfölj maskinbearbetningen av flänsänden och
yttre diametern av refflorna.
En schematisk plan och sektion av en
värmebehandlingsavdelning visas i fig. 5. Alla ugnarna
eldades med olja.
Stukning.
Inom automobilindustrien i Förenta staterna har
stukning kommit till omfattande användning, och den
har i stor utsträckning undanträngt smidning under
hejare på grund av att stukningsmetoden i motsats till
vad man förut ansett giver materialet en
rättare behandling. Denna metod giver
dessutom en billigare
framställningskostnad av smidet. Enligt en äldre
uppfattning ansågs stukningsmetoden ej särskilt
lämplig för kvalitetsmide och tillämpades
endast vid förhållandevis små stukningar
s av mjukt material såsom vid spik- och
* bulttillverkning etc. Man ansåg denna
metod vara ett oriktigt förfaringssätt, som
även vid små stukningar hade tendens att
öppna upp fibrerna i materialet.
Det har emellertid visats att fibrerna ej
öppnas genom stukningen förutsatt att
, smidestemperaturen är den rätta för
respektive material samt att
stukningsverk-tygen äro riktigt konstruerade, så ant
veck ej uppstå i materialet. Iakttagas
dessa förutsättningar kan enligt uppgifter som förf.
erhöll, järn och vanligen förekommande stålsorter
stukas praktiskt taget hur mycket som helst, utan
någon skadlig påverkan av materialet.
Hållfasthetsprov visa tvärtom att ökad hållfasthet vunnits
genom stukningen på grund av att fibrerna obrutna
följer smidesstyckets konturer, då däremot vid
motsvarande sänkningsförfarande fibrerna mer eller
mindre avhuggas.
Beträffande fibrernas riktning i smidesstycket
fästes numera härvid stor vikt och är denna sak
ofta den avgörande vid bestämningen av det
smides-förfarande som skall tillämpas. Man väljer sålunda
den smidesmetod som medför att fibrerna komma att
i oavbrutna linjer följa smidets konturer, så att de
påkänningar som detsamma har att motstå komma
att verka så mycket som möjligt vinkelrätt mot
fibrernas längdriktning. Därför "ämnas" ofta material,
som sedermera skall undergå hej ning, så att en för
hejarsänket lämplig form erhålles genom en
förberedande böjningsoperation.
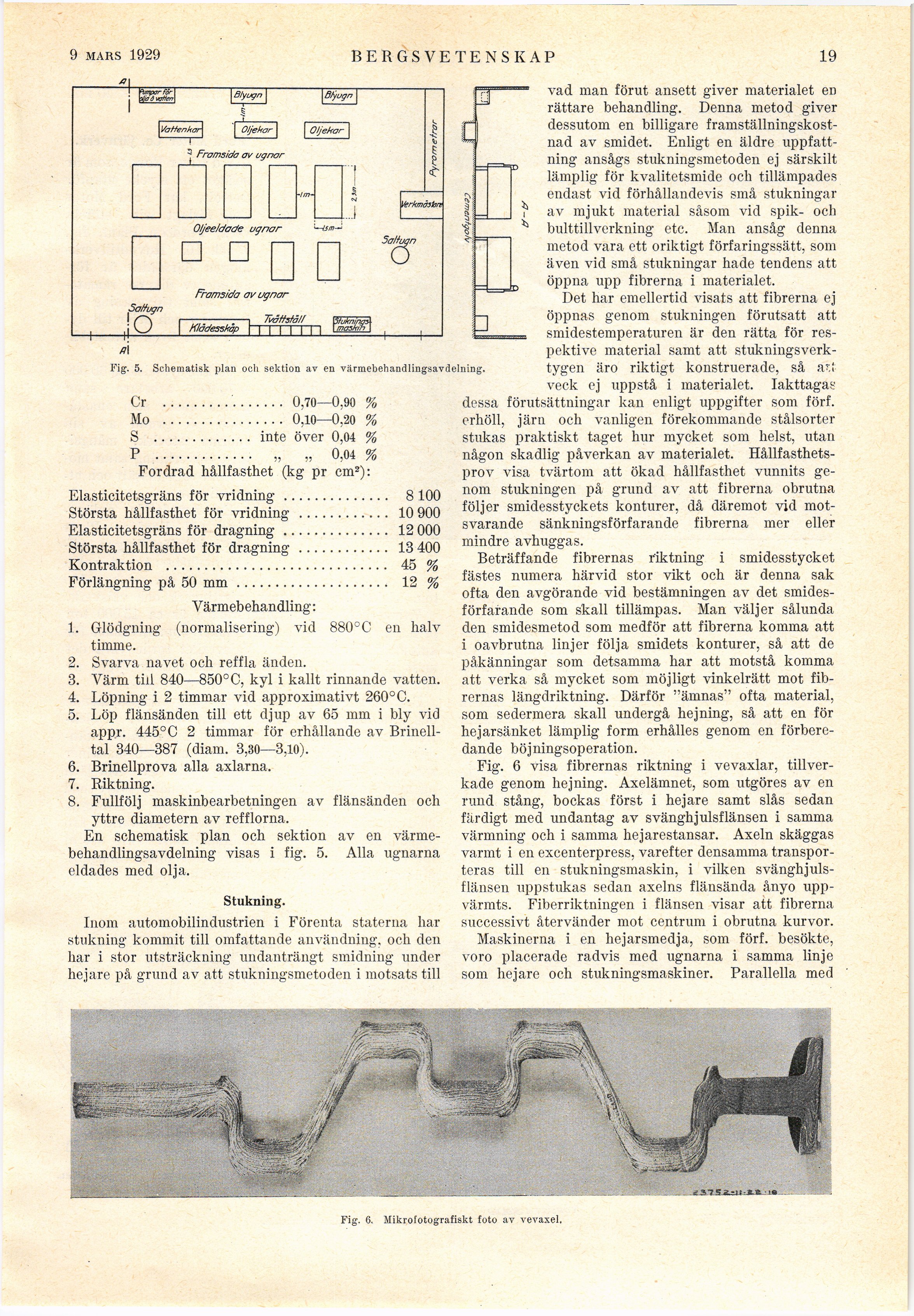
Fig. 6 visa fibrernas riktning i vevaxlar,
tillverkade genom hejning. Axelämnet, som utgöres av en
rund stång, bockas först i hejare samt slås sedan
färdigt med undantag av svänghjulsflänsen i samma
värmning och i samma hejarestansar. Axeln skäggas
varmt i en excenterpress, varefter densamma
transporteras till en stukningsmaskin, i vilken
svänghjulsflänsen uppstukas sedan axelns flänsända ånyo
uppvärmts. Fiberriktningen i flänsen visar att fibrerna
successivt återvänder mot centrum i obrutna kurvor.
Maskinerna i en hejarsmedja, som förf. besökte,
voro placerade radvis med ugnarna i samma linje
som hejare och stukningsmaskiner. Parallella med
Fig. 6. Mikrofotografiskt foto av vevaxel.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}