
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
60
TEKNISK TIDSKRIFT
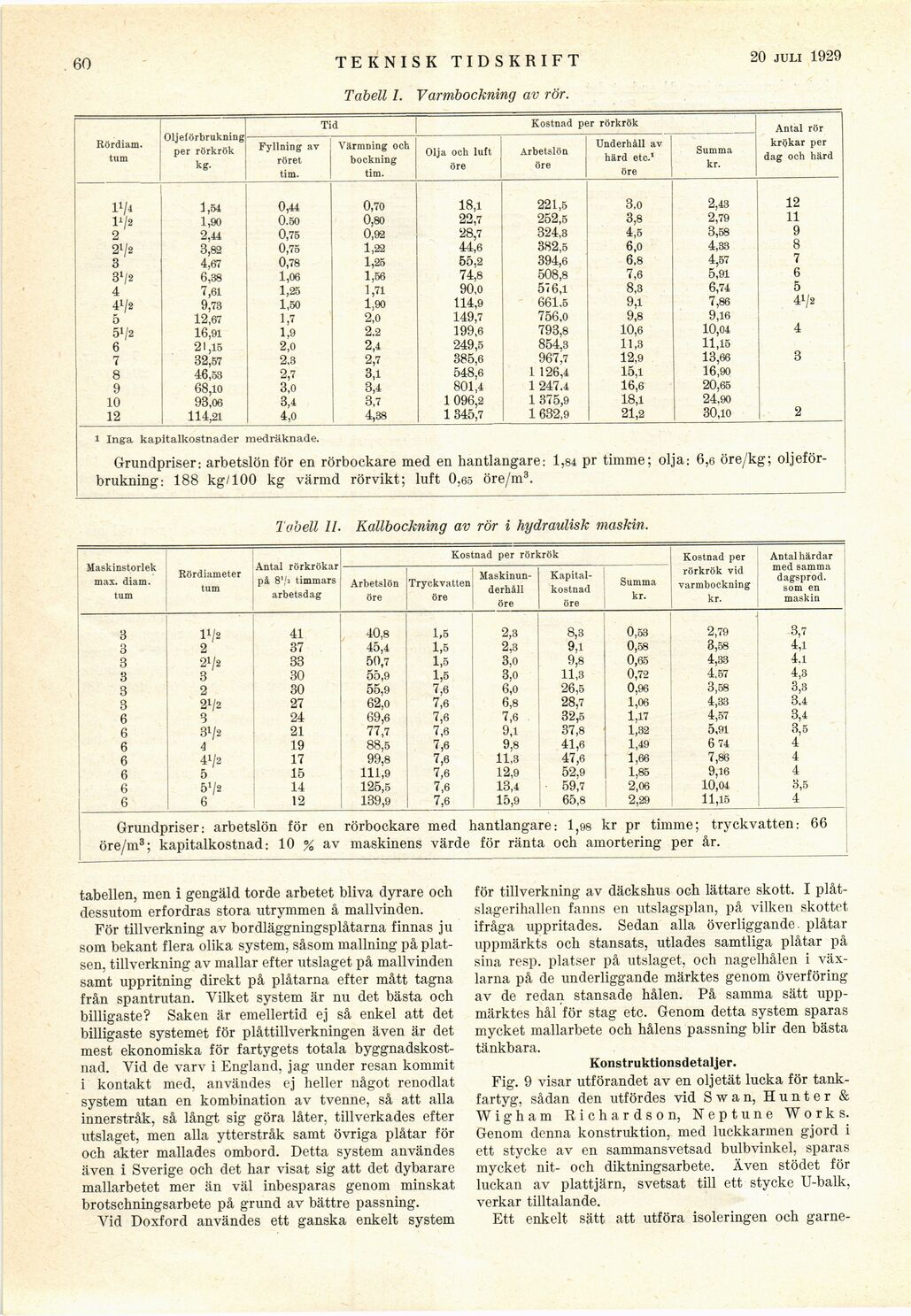
Tabell I. Varmbockning av rör.
16 febr. 1929
Rördiam.
tum
Oljeförbrukning
per rörkrök
kg-
Tid
Fyllning av
röret
tim.
Värmning och
bockning
tim.
Kostnad per rörkrök
Olja och luft Arbetslön
öre öre
Underhåll av
härd etc.1
öre
Summa
kr.
Antal rör
krökar per
dag och härd
11/4 1,54 0,44 0,70 18,1 221,5 3,0 2,43 12
U/2 1,90 0.50 0,80 22,7 252,5 3,8 2,79 11
2 2,44 0,75 0,92 28,7 324,3 4,5 3,58 9
2x/2 3,82 0,75 1,22 44,6 382,5 6,0 4,33 8
3 4,67 0,78 1,25 55,2 394,6 6.8 4,57 7
3l/2 6,88 1,06 1,56 74,8 508,8 7,6 5,91 6
4 7,61 1,25 1,71 90,0 576,1 8,3 6,74 5
41/2 9,73 1,50 1,90 114,9 661,5 9,1 7,86 41/*
5 12,67 1,7 2,0 149,7 756,0 9,8 9,16
5!/2 16,91 1,9 2.2 199,6 793,8 10,6 10,04 4
6 21,15 2,0 2,4 249,5 854,3 11,3 11,15
7 32,57 2.3 2,7 385,6 967,7 12,9 13,66 3
8 46,53 2,7 3,1 548,6 1 126,4 15,1 16,90
9 68,10 3,0 3,4 801,4 1 247.4 16,6 20,65
10 93,06 3,4 3,7 1096,2 1 375,9 18,1 24.90
12_114,21__4^0__4^88_1 345,7 1 632,9_21^2_30io_2
i Inga kapitalkostnader medräknade.
Grundpriser: arbetslön för en rörbockare med en hantlangare: 1,84 pr timme; olja: 6,6 öre/kg;
oljeförbrukning: 188 kg/100 kg värmd rörvikt; luft 0,65 öre/m3.
Tabell II. Kallbockning av rör i hydraulisk maskin.
Maskinstorlek
max. diam.
tum
Rördiameter
tum
Antal rörkrökar
på 8’/» timmars
arbetsdag
Kostnad per rörkrök
Arbetslön
öre
Tryckvatten
öre
[-Maskinunderhåll-]
{+Maskinun-
derhåll+}
öre
[-Kapitalkostnad-]
{+Kapital-
kostnad+}
öre
Summa
kr.
Kostnad per
rörkrök vid
varmbockning
kr.
Antal härdar
med samma
dagsprod.
som en
maskin
3 11/8 41 40,8 1,5 2,3 8,8 0,53 2,79 3,7
3 2 37 45,4 1,5 2,3 9,1 0,58 3,58 4,1
3 21/2 33 50,7 1,5 3,0 9,8 ! 0,65 4,33 4.1
3 3 30 55,9 1,5 3,0 11,3 0,72 4,57 4,3
3 2 30 55,9 7,6 6,0 26,5 0,96 3,58 3,3
3 21/2 27 62,0 7,6 6,8 28,7 1,06 4,33 3.4
6 3 24 69,6 7,6 7,6 32,5 1,17 4,57 3,4
6 31/2 21 77,7 7,6 9,1 37,8 1,32 5,91 3,5
6 4 19 88,5 7,6 9,8 41,6 1,49 6 74 4
6 41/2 17 99,8 7,6 11,3 47,6 1,66 7,86 4
6 5 15 111,9 7,6 12,9 52,9 1,85 9,16 4
6 51/* 14 125,5 7,6 13,4 • 59,7 2,06 10,04 , 3,5
6__6__12_139,9 7,6 15,9 65,8 2,29_11,15 4
Grundpriser: arbetslön för en rörbockare med hantlangare: 1,98 kr pr timme; tryckvatten: 66
öre/m3; kapitalkostnad: 10 % av maskinens värde för ränta och amortering per år.
tabellen, men i gengäld torde arbetet bliva dyrare och
dessutom erfordras stora utrymmen å mallvinden.
För tillverkning av bordläggningsplåtarna finnas ju
som bekant flera olika system, såsom mallning på
platsen, tillverkning av mallar efter utslaget på mallvinden
samt uppritning direkt på plåtarna efter mått tagna
från spantrutan. Vilket system är nu det bästa och
billigaste? Saken är emellertid ej så enkel att det
billigaste systemet för plåttillverkningen även är det
mest ekonomiska för fartygets totala
byggnadskostnad. Vid de varv i England, jag under resan kommit
i kontakt med, användes ej heller något renodlat
system utan en kombination av tvenne, så att alla
innerstråk, så långt sig göra låter, tillverkades efter
utslaget, men alla ytterstråk samt övriga plåtar för
och akter mallades ombord. Detta system användes
även i Sverige och det har visat sig att det dybarare
mallarbetet mer än väl inbesparas genom minskat
brotschningsarbete på grund av bättre passning.
Vid Doxford användes ett ganska enkelt system
för tillverkning av däckshus och lättare skott. I
plåtslagerihallen fanns en utslagsplan, på vilken skottet
ifråga uppritades. Sedan alla överliggande, plåtar
uppmärkts och stansats, utlades samtliga plåtar på
sina resp. platser på utslaget, och nagelhålen i
växlarna på de underliggande märktes genom överföring
av de redan stansade hålen. På samma sätt
uppmärktes hål för stag etc. Genom detta system sparas
mycket mallarbete och hålens passning blir den bästa
tänkbara.
Konstruktionsdetaljer.
Fig. 9 visar utförandet av en oljetät lucka för
tankfartyg, sådan den utfördes vid Swan, Hunter &
Wigham Richardson, Neptune Works.
Genom denna konstruktion, med luckkarmen gjord i
ett stycke av en sammansvetsad bulbvinkel, sparas
mycket nit- och diktningsarbete. Även stödet för
luckan av plattjärn, svetsat till ett stycke U-balk,
verkar tilltalande.
Ett enkelt sätt att utföra isoleringen och garne-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}