
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 22 mars 1930 - Galvanisk förkromning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
172
TEKNISK TIDSKRIFT
15 febr. 1930
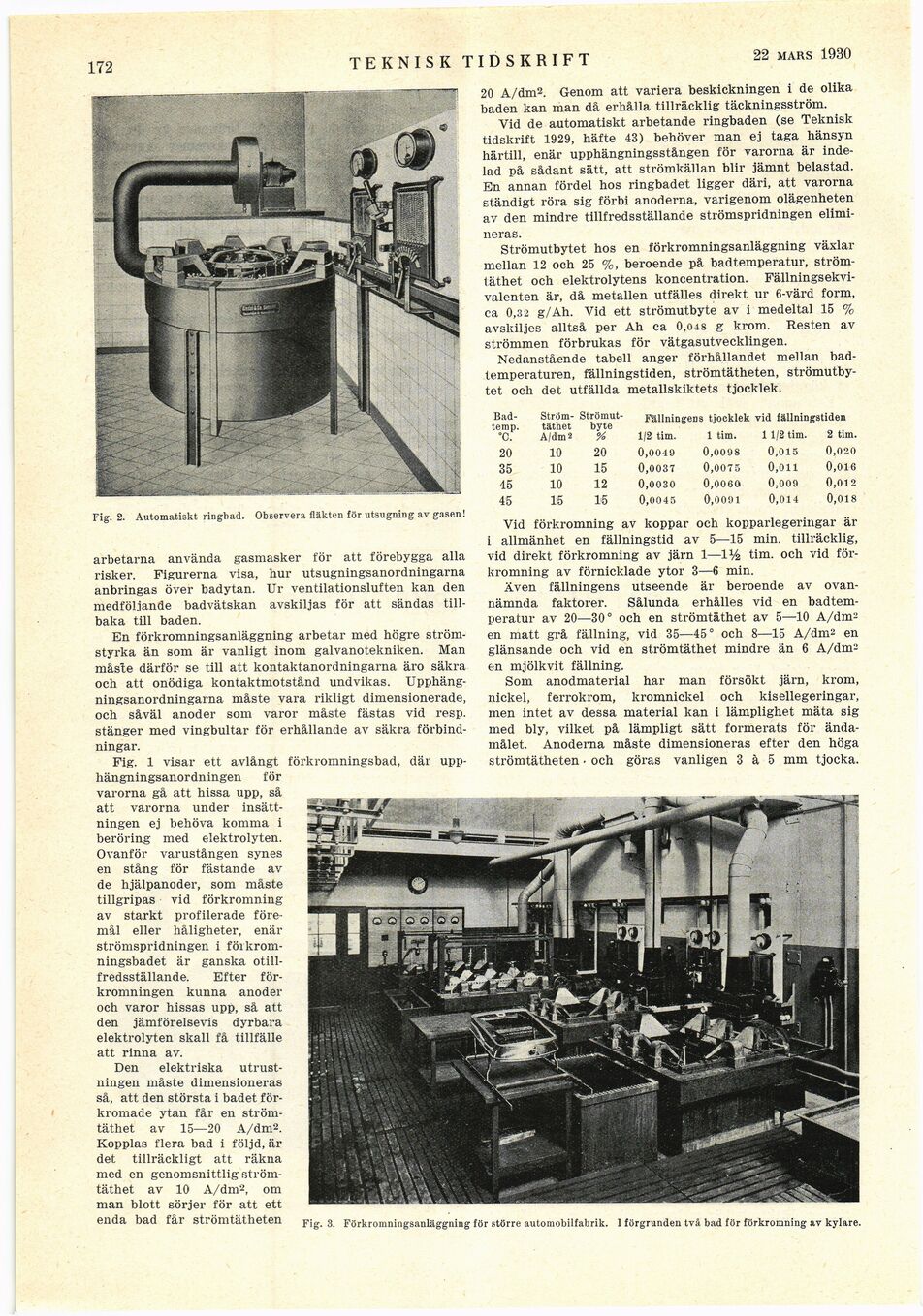
Fig. 2. Automatiskt ringbad. Observera fläkten för utsugning av gasen!
20 A/dm2. Genom att variera beskickningen i de olika
baden kan man då erhålla tillräcklig täckningsström.
Vid de automatiskt arbetande ringbaden (se Teknisk
tidskrift 1929, häfte 43) behöver man ej taga hänsyn
härtill, enär upphängningsstången för varorna är
indelad på sådant sätt, att strömkällan blir jämnt belastad.
En annan fördel hos ringbadet ligger däri, att varorna
ständigt röra sig förbi anoderna, varigenom olägenheten
av den mindre tillfredsställande strömspridningen
elimineras.
Strömutbytet hos en förkromningsanläggning växlar
mellan 12 och 25 %, beroende på badtemperatur,
ström-täthet och elektrolytens koncentration.
Fällningsekvi-valenten är, då metallen utfälles direkt ur 6-värd form,
ca 0,32 g/Ah. Vid ett strömutbyte av i medeltal 15 %
avskiljes alltså per Ah ca 0,048 g krom. Resten av
strömmen förbrukas för vätgasutvecklingen.
Nedanstående tabell anger förhållandet mellan
badtemperaturen, fällningstiden, strömtätheten,
strömutbytet och det utfällda metallskiktets tjocklek.
[-Bad-temp.-]
{+Bad- temp.+} "C. [-Strömtäthet-] {+Ström- täthet+} A/dm2 [-Strömutbyte-] {+Strömut- byte+} % Fällningen: 1/2 tim. s tjocklek vid fällningstiden 1 tim. 1 1/2 tim. 2 tim.
20 10 20 0,0049 0,0098 0,015 0,020
35 10 15 0,0037 0,0075 0,011 0,016
45 10 12 0,0030 0,OO6Q 0,009 0,012
45 15 15 0,0045 0,0091 0,014 0,018
arbetarna använda gasmasker för att förebygga alla
risker. Figurerna visa, hur utsugningsanordningarna
anbringas över badytan. Ur ventilationsluften kan den
medföljande badvätskan avskiljas för att sändas
tillbaka till baden.
En förkromningsanläggning arbetar med högre
strömstyrka än som är vanligt inom galvanotekniken. Man
måste därför se till att kontaktanordningama äro säkra
och att onödiga kontaktmotstånd undvikas.
Upphängningsanordningarna måste vara rikligt dimensionerade,
och såväl anoder som varor måste fästas vid resp.
stänger med vingbultar för erhållande av säkra
förbindningar.
Fig. 1 visar ett avlångt förkromningsbad, där
upp-hängningsanordningen för
varorna gå att hissa upp, så
att varorna under
insättningen ej behöva komma i
beröring med elektrolyten.
Ovanför varustången synes
en stång för fästande av
de hjälpanoder, som måste
tillgripas vid förkromning
av starkt profilerade
föremål eller håligheter, enär
strömspridningen i
föikrom-ningsbadet är ganska
otillfredsställande. Efter
för-kromningen kunna anoder
och varor hissas upp, så att
den jämförelsevis dyrbara
elektrolyten skall få tillfälle
att rinna av.
Den elektriska
utrustningen måste dimensioneras
så, att den största i badet
förkromade ytan får en
strömtäthet av 15—20 A/dm2.
Kopplas flera bad i följd, är
det tillräckligt att räkna
med en genomsnittlig
strömtäthet av 10 A/dm2, om
man blott sörjer för att ett
enda bad får strömtätheten
Vid förkromning av koppar och kopparlegeringar är
i allmänhet en fällningstid av 5—15 min. tillräcklig,
vid direkt förkromning av järn 1—1% tim. och vid
förkromning av förnicklade ytor 3—6 min.
Även fällningens utseende är beroende av
ovannämnda faktorer. Sålunda erhålles vid en
badtemperatur av 20—30° och en strömtäthet av 5—10 A/dm2
en matt grå fällning, vid 35—45 ° och 8—15 A/dm2 en
glänsande och vid en strömtäthet mindre än 6 A/dm2
en mjölkvit fällning.
Som anodmaterial har man försökt järn, krom,
nickel, ferrokrom, kromnickel och kisellegeringar,
men intet av dessa material kan i lämplighet mäta sig
med bly, vilket på lämpligt sätt formerats för
ändamålet. Anoderna måste dimensioneras efter den höga
strömtätheten ■ och göras vanligen 3 à 5 mm tjocka.
Fig. 3. Förkromningsanläggning för större automobilfabrik. I förgrunden två bad för förkromning av kylare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}