
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 okt. 1930
BERGSVETENSKAP 97-
k) att ändra på drivmekanismens hastighet utan att
ändra på ugnens temperatur.
Av vad som här ovan anförts framgår det att
borrstålet kvarhålles tillräckligt lång tid i ugnsrummet
för att borrskäret skall upphettas till dess övre
omvandlingspunkt oberoende av den stålmassa, som
skall behandlas, samt att värmen blir jämnt fördelad
genom hela borrskäret. Skäret överföres därefter
hastigt från ugnen och neddoppas ca 25 mm i
rinnande kallt vatten, rakt över en vattensprits, där det
kvarhålles till dess skärvingarnas temperatur sjunkit
till ca 50°C, varefter skäret överföres till
härdnings-hons stillastående vatten, vari det så småningom
neddoppas från ca 15 mm djup till ungefär 100 mm, då
skäret automatiskt utlöses ur härdningsmaskinen.
Det är under den tid, som skäret passerar genom
det stillastående vattnet, som den värme, vilken
kvarhålles i den bakom det avkylda och härdade
skäret liggande delen av borrstålet, sprider sig ner
genom stålets centrum och anlöper dessa delar. Det
kalla, rinnande vattnet, som erhålles genom
vatten-spritsen, är tillräckligt för att giva en viss
cirkulation åt vattnet i härdningstanken och tillförsäkrar
detta vatten en något högre-temperatur än den i
vat-tenspritsen, vilket inverkar fördelaktigt på
anlöp-ningsprocessen.
Tidsperioderna, som åtgå för värmning, härdning
och anlöpning, äro, som tidigare framhållits, endast
beroende av den stålmassa, som skall behandlas, och
denna i sin tur varierar normalt med skärdiametern.
Då härdningsmaskinen en gång är inställd för att på
bästa sätt härda ett stål av viss analys, återstår det
endast för ugnsskötaren att reglera hastigheten så
att den motsvarar skärdiametern.
För att ytterligare förtydliga härdningsmaskinens
arbetssätt bör kanske omnämnas, att i dess centrum
befinner sig en vertikalt roterande axel, från vilken
fyra radiella armar utgå horisontalt. Ändarna av
dessa armar äro försedda med gripanordningar, som
antingen gripa och föra borrstålshållarna fram längs
ett spår eller också passera dessa utan attmedbringa
dem. Själva stålhållarna äro utrustade med flera
fjädrande grepp; den lägsta av dessa är stark nog
att förhindra borrstålet att glida, under det att de
övriga mera tjänstgöra för att hålla borrstålet i en
vertikal ställning.
Fig. 15 ger en utförlig
beskrivning över ugnen,
och av den diagramartade
framställningen framgår
även det automatiska sätt
på vilket ugnen arbetar.
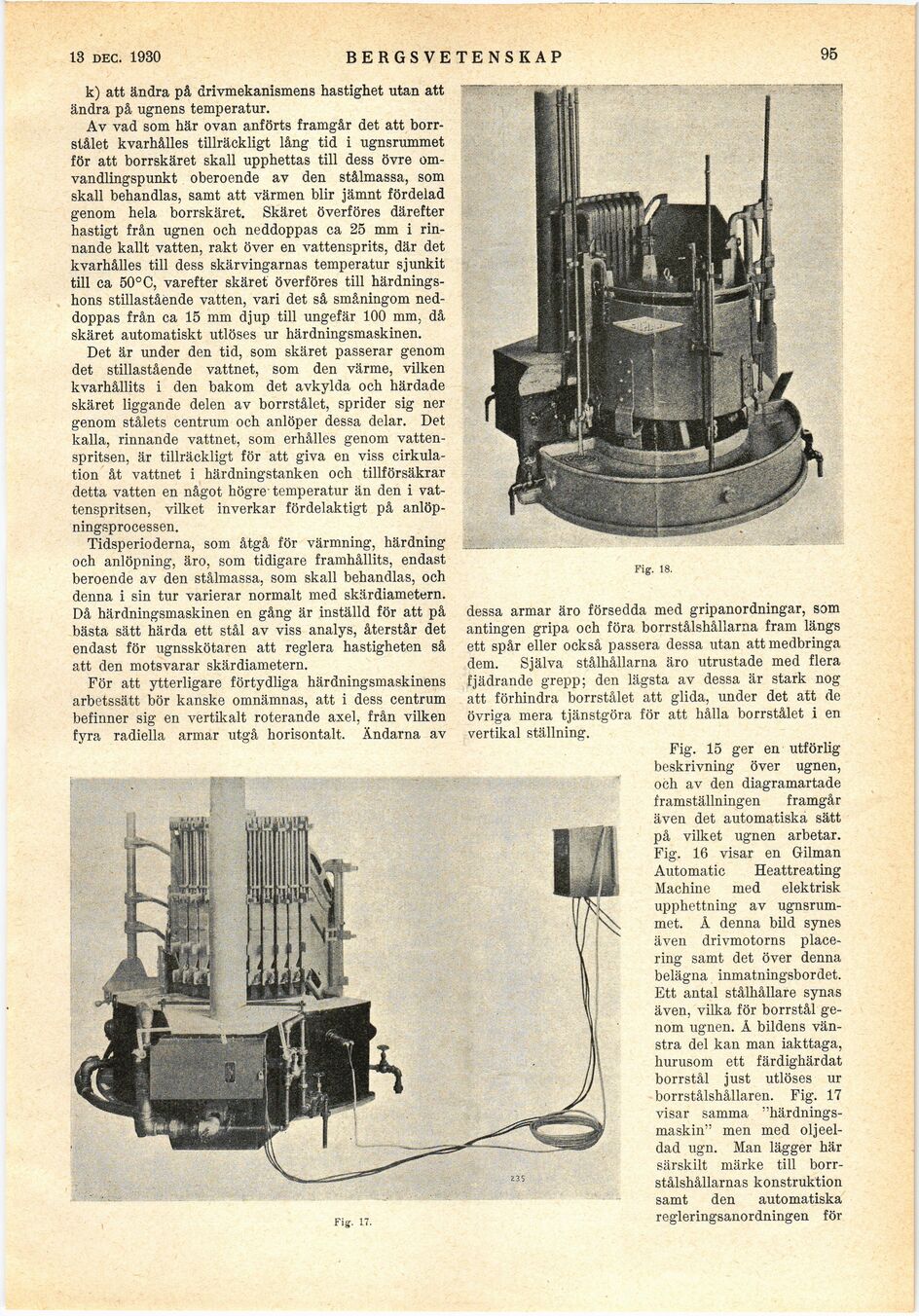
Fig. 16 visar en Gilman
Automatic Heattreating
Machine med elektrisk
upphettning av
ugnsrummet. Å denna bild synes
även drivmotorns
placering samt det över denna
belägna inmatningsbordet.
Ett antal stålhållare synas
även, vilka för borrstål
genom ugnen. Å bildens
vänstra del kan man iakttaga,
hurusom ett färdighärdat
borrstål just utlöses ur
borrstålshållaren. Fig. 17
visar samma
"härdnings-maskin" men med
oljeeldad ugn. Man lägger här
särskilt märke till
borr-stålshållarnas konstruktion
samt den automatiska
regleringsanordningen för
Fig. 17.
Fig. 18.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}