
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 NOV. 1931
MEKANIK
141
uberwachungsverein har prof. BESSEL i Altona (Die
Elektroschweissung, 8/1930) utfört jämförande
undersökningar mellan växel- och likströmssvetsar och
funnit, att växelströmssvetsarna i regel hava något
bättre hållfasthetsegenskaper än likströmssvetsarna.
Liknande försök ha med samma resultat utförts av
prof. HILPERT, vilka senare finnas publicerade i
"Der Bauingenieur" 1929.
Dr-ing. SCHULLER, Aachen, sammanfattar sin
uppfattning om växel- och likströmssvetsningen i
följande sats: Med växelström svetsar man endera bra
eller icke alls, dvs. så att den dåliga svetsen
kännes igen på utseendet, med likström däremot kan
man svetsa både bra och dåligt utan att detta
framgår av svetsens utseende.
Komma vi sedan till elektroderna, blir första
frågan, om man skall ha nakna eller klädda dylika,
dvs. blank tråd eller tråd med mantel av
slaggbildande ämne som skydd mot oxidering. Den klädda
elektroden kan giva en hållfasthet av 100 %, den
nakna av 60-70 %. Den nakna elektroden giver
en svetsfog, som understiger eller i varje fall måste
beräknas understiga grundmaterialets sträckgräns.
Härigenom förloras så gott som alla
töjningsmöjlig-heter och svetsfogen måste betraktas som mycket
sämre än vad de ovannämnda siffrorna antyda. Den
nakna elektroden ger gjutstruktur och författaren
har funnit, att svetsfogen av denna kan beräknas
besitta samma hållfasthetsegenskaper som ett gott
gjutjärn. Har man emellertid detta klart för sig, kan
man göra gott bruk även av den nakna elektroden,
och det torde vara av intresse att nämna något
närmare härom.
Inom maskinindustrien har svetsningen ett speciellt
användningsområde, nämligen som ersättning för
gjutning. Maskiner, som skola göras i ett enda
utförande, draga ofta betydande modellkostnader. Kan
den gjutna maskindelen utbytas mot en av klippta
eller utskurna plåtar sammansvetsad del, blir den
ofta billigare. Exempel härpå lämnades vid
svetsningskonferensen av ingenjör HANSSON, Asea, Detta
kan f. ö. rekommenderas envar vid tillverkning av
giggar, vilka ofta bliva mycket dyra tack vare
modellkostnaderna. Leveranstiden blir även lättare att
behärska och dessutom kan man ändra den färdiga
giggen så mycket man vill. Det är bara att skära
bort en bit och sätta dit en annan. Ur
hållfasthetshänseende finnas icke heller några betänkligheter att
vid denna svetsning använda nakna elektroder, om
man bara tillser, att svetsfogen får samma
dimension som samma ställe borde ha i gjutjärn. Plåtarna
kunna dimensioneras ned i förhållande till gjutjärn
med åtminstone 30 %, vilket motsvarar kubikroten ur
förhållandet mellan elasticitetsmodulerna, varigenom
produkten av tröghetsmoment och elasticitetsmodul
hålles konstant, så att fjädringen i den svagaste
leden icke blir större än vid gjutjärnskonstruktionen.
För övrigt är det ju lätt gjort att lägga in fjädrar och
därmed bringa ned godstjockleken i plåtarna ändå
mera.
Den nakna elektroden kan sålunda komma till
användning i sådana fall, där svetsfogen kan
överdimensioneras i förhållande till stommen av stål och
där densamma icke har att motstå större dynamiska
spänningar än ett gott gjutjärn kan beräknas
motstå. I sådana fall, där de dynamiska spänningarna
äro av sådan storleksgrad, att gjutjärn icke kan
tilllåtas ingå i konstruktionen, kan även i händelse
obegränsad överdimensionering av svetsfogen kan
ske den nakna elektroden endast i speciella fall
rekommenderas.
För övrigt skall ifråga om elektroderna endast
nämnas, att varje elektrod passar för sitt ändamål,
och att de olika svetsningsaggregaten ofta arbeta
olika med olika elektroder. Detta gör, att
elektrodvalet måste handhavas med sakkunskap.
Svetsarens skyddsglas är en detalj, som även
måste skänkas uppmärksamhet. Författaren har själv
erfarit, huru olika man sett slaggen och även
arbets-stycket genom olika glas. Betydelsen av att se så
mycket som möjligt är ju så självklar, att man icke
behöver orda något därom. Ögonen äro ju också
individuella, så att några bestämda riktlinjer icke
kunna antydas.
En sak, som ofta synes uppfattas som mycket
intimt förbunden med svetsfogarnas
hållfasthetsegenskaper är de svetsade föremålens normaliserande
glödgning efter svetsning.
Åsikten om nödvändigheten av en normaliserande
glödgning efter svetsning grundar sig därpå, att man
anser det omöjligt att en uppvärmning, nedsmältning
och avsvalning av ett stål kan ske utan
kornförstoring. I allmänhet sker även en sådan under
dylika förhållanden. En kornförstoring äger rum
under det att stålet befinner sig i y-modifikation,
dvs. för ett stål 0,15 över ca 880°C, men det är icke
endast gradtalet, som förorsakar kornförstoring,
utan även tiden. Dessutom kan kornförstoring äga
rum vid rekristallisation av genom kallbearbetning
förfinat korn, vilken börjar ske redan vid ca 650°C.
En kornförminskning äger rum vid hastig avkylning
mellan 880 och 650°C, eller genom mekanisk
bearbetning ned till ca 750°C. Vid svetsning av ett
stål exempelvis 0,15 % C, som ej är kallbearbetat,
kommer sålunda materialet att dels genomgå en
uppvärmning över 880°C, under vilken kornen växa,
dels även en avsvalning mellan 880 och 650°C, under
vilken kornen under vissa förutsättningar kunna bli
mindre. Genom att sålunda i möjligaste mån
påskynda hela uppvärmnings- och avsvalningsförloppet
under svetsning kan man bromsa upp kornför-
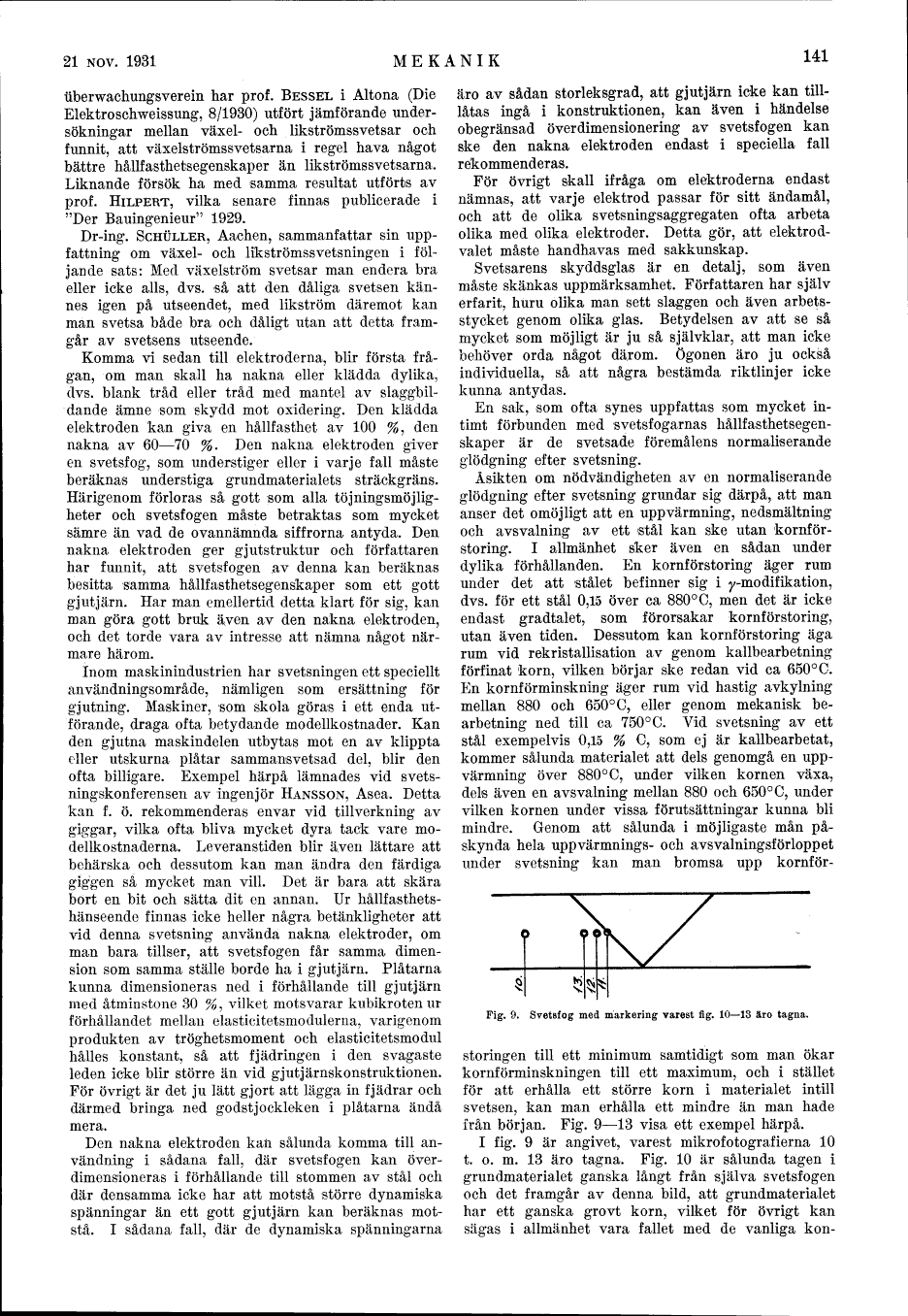
Fig. 9. Svetsfog med markering varest fig. 10-13 äro tagna.
storingen till ett minimum samtidigt som man ökar
kornförminskningen till ett maximum, och i stället
för att erhålla ett större korn i materialet intill
svetsen, kan man erhålla ett mindre än man hade
från början. Fig. 9-13 visa ett exempel härpå.
I fig. 9 är angivet, varest mikrofotografierna 10
t. o. m. 13 äro tagna. Fig. 10 är sålunda tagen i
grundmaterialet ganska långt från själva svetsfogen
och det framgår av denna bild, att grundmaterialet
har ett ganska grovt korn, vilket för övrigt kan
sägas i allmänhet vara fallet med de vanliga kon-
<< prev. page << föreg. sida << >> nästa sida >> next page >>