
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
144
TEKNISK TIDSKRIFT
21 NOV. 1931
Tabell 6. Studie av nybörjare å svetsning.
Provstycke: nr l, fig. 1.
Grundmaterial: GB = 38,5kg/mm2, ös = 23 kg/mm2.
Resultat:
Prov nr
Brotthållfasthet &sv kg/ram2
^L%
GOSV
Anm.
1
20,0
53
IFrov taget 22|7 elektrod A
2
9,3
24,5
3
24,4
64
4
23,8
60
5
15,7
41,5
6
20,5
54,6
( Prov taget 8/s ( elektrod A
7
27,7
74
8
25,2
67,3
9
24,4
65,2
10
38,3
100
1 Prov taget 4/9 efter 2 > dagars instruktion J elektrod B.
11
38,3
100
uttryckt i procent. I 2 fall av de 28 i tabellen
upptagna har brottet inträffat i svetsfogen. Att
procenttalen i allmänhet ligga så pass lågt som vid
omkring 80 %, beror därpå att det osvetsade
provstycket var kallbearbetat. Vid svetsningen inträffar
därför en rekristallisation av det genom
kallbearbetningen förfinade kornet.
Fig. 16 återgiver en del brott av svetsfogar.
Brottet nr l är av prima beskaffenhet. Samtliga
svetsfogar äro s. k. V-svetsade och brottet har i
detta fall inträffat dels i svetsmaterialet och dels i
grundmaterialet. Brottet nr 2 visar en mycket dålig
svets. Felet med denna är, att svetsmaterialet icke
har tagit. Sålunda är ytan vid a fullständigt osvetsad.
Brott nr 3 härrör sig från ett med. naken elektrod
svetsat provstycke, och av detsamma framgår
brottytans gjutjärnsliknande utseende. Brottet nr 4
visar huru en svets ser ut, som gjorts utan att
tillräcklig försiktighet med slaggens bortförande
iakttagits. Brottet här innehåller stora strängar med
slagg. Fig. 17 visar ävenledes ett par brottytor. Av
denna bild kan man först och främst lära sig, att
den kilformiga utbildningen av ytorna, som skola
sammansvetsas, vilket i detta fall använts, icke är
att rekommendera. Såsom av bilden framgår är det
Tabell 7. Dragprov å gassvetsade plåtremsor.
Provstycken: 20 mm breda, t mm tjocka,
övermaterial ej bortarbetat, grundmaterial ca 0,20% C.
Resultat:
t
mm
GOSV kg/mm2
Osv kg/mm2
***-%
Öosv
t mm
GOSV kg/mm2
Osv kg/mm’2
<*sv 0/
/o
GOSV
2
48
39
82
1
47
41
88
2
63
52
82
1*
52
30
58
2
52
41
79
1
46
46
100
9
52
42
81
1
49
47
96
2
62
55
89
0,75
49
48
98
2
Hl
48
79
0,75
53
47
89
1,5
52
44
85
0,75
60
54
90
*1,5
50
32
64
0,50
59
52
88
1,5
59
53
90
0,50
61
50
82
1,5
59
53
90
0,50
61
50
82
1.5
60
50
83
0,50
60
46
78
U
71
61
84
0,50
71
53
75
1,5
63
60
95
0,50
54
45
83
1,5
58
54
93
0,50
60
52
87
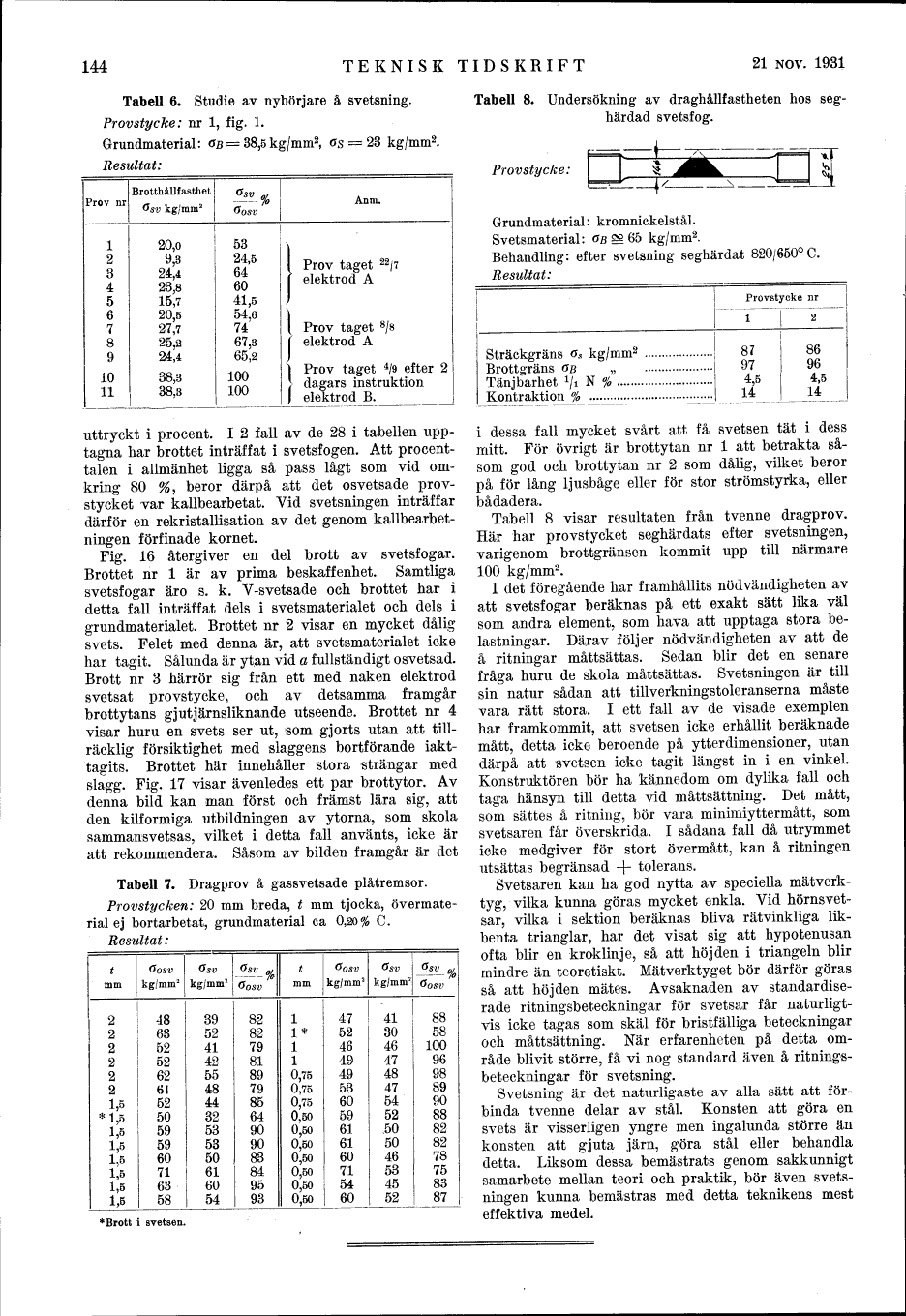
Tabell 8. Undersökning av draghållfastheten hos
seg-härdad svetsfog.
Provstycke:
Grundmaterial: kromnickelstål.
Svetsmaterial: ÖB ^ 65 kg/mm2.
Behandling: efter svetsning seghärdat 820/650° C.
Resultat:
Provstycke nr
1 2
Sträckgräns <5S kg/mm2 ....................
87 86
Brott°räns ÖB , ....................
97 96
Tänjbarhet 1/i N % ...........................
4,5 4,5
Kontraktion % ....................................
14 14
* Brott i svetsen.
i dessa fall mycket svårt att få svetsen tät i dess
mitt. För övrigt är brottytan nr l att betrakta
såsom god och brottytan nr 2 som dålig, vilket beror
på för lång ljusbåge eller för stor strömstyrka, eller
bådadera.
Tabell 8 visar resultaten från tvenne dragprov.
Här har provstycket seghärdats efter svetsningen,
varigenom brottgränsen kommit upp till närmare
100 kg/mm2.
I det föregående har framhållits nödvändigheten av
att svetsfogar beräknas på ett exakt sätt lika väl
som andra element, som hava att upptaga stora
belastningar. Därav följer nödvändigheten av att de
å ritningar måttsättas. Sedan blir det en senare
fråga huru de skola måttsättas. Svetsningen är till
sin natur sådan att tillverkningstoleranserna måste
vara rätt stora. I ett fall av de visade exemplen
har framkommit, att svetsen icke erhållit beräknade
mått, detta icke beroende på ytterdimensioner, utan
därpå att svetsen icke tagit längst in i en vinkel.
Konstruktören bör ha kännedom om dylika fall och
taga hänsyn till detta vid måttsättning. Det mått,
som sättes å ritning, bör vara minimiyttermått, som
svetsaren får överskrida. I sådana fall då utrymmet
icke medgiver för stort övermått, kan å ritningen
utsättas begränsad + tolerans.
Svetsaren kan ha god nytta av speciella
mätverk-tyg, vilka kunna göras mycket enkla. Vid
hörnsvet-sar, vilka i sektion beräknas bliva rätvinkliga
lik-benta trianglar, har det visat sig att hypotenusan
ofta blir en kroklinje, så att höjden i triangeln blir
mindre än teoretiskt. Mätverktyget bör därför göras
så att höjden mätes. Avsaknaden av
standardiserade ritningsbeteckningar för svetsar får
naturligtvis icke tagas som skäl för bristfälliga beteckningar
och måttsättning. När erfarenheten på detta
område blivit större, få vi nog standard även å
ritningsbeteckningar för svetsning.
Svetsning är det naturligaste av alla sätt att
förbinda tvenne delar av stål. Konsten att göra en
svets är visserligen yngre men ingalunda större än
konsten att gjuta järn, göra stål eller behandla
detta. Liksom dessa bemästrats genom sakkunnigt
samarbete mellan teori och praktik, bör även
svetsningen kunna bemästras med detta teknikens mest
effektiva medel.
<< prev. page << föreg. sida << >> nästa sida >> next page >>