
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 AUG. 1931
SKEPPSBYGGNADSKONST
57
VÄRMESPÄNNINGAR OCH KASTNING I MATERIALET
VID LJUSBÅGSVETSNING.1
Av direktör LISS LUNDIN, Finsterwalde (Tyskland).
En av de erfarenheter, som kostat
svetsningstekniken mycken möda att inhämta, är kännedomen om
värmespänningar och arbetsstyckets kastning vid
svetsning. Många arbeten ha svetsats och helt eller
delvis misslyckats, emedan man ej varit fullt
förtrogen med, hur materialet arbetade vid den ojämna
uppvärmningen, som äger rum vid svetsningen. Alla
nybörjare på svetsningsområdet måste uppleva sådana
missöden, men bliva så småningom visa av skadan;
dock är det ej säkert, att man blir fullärd, om man ej
noga känner förutsättningarna för värmespänningar.
Innan jag ingår på behandling av de olika
arbetsmetoderna, som skola användas för att undvika
spänningar och formförändringar i arbetsstycke!;, så
betrakta vi de olika grupper av spänningar, som man
har att räkna med i ett arbetsstycke, nämligen:
1. förspänningar.
2. utvidgningsspänningar.
3. krympningsspänningar.
a) i materialet bredvid och under svetsen.
b) i svetsen.
F or 8 p ann i n g ar.
Varje plåt eller valsad järnprofil besitter mer eller
mindre förspäimingar, som härstamma från
framställningen, t. e. genom ojämn avkylning eller genom
sk j uvkraft er. som ju alltid uppkommer vid valsning.
Fräser jag ett kilspår på ena sidan av en axel med
stora förspäimingar så kastar den sig. Detsamma
kan ske vid svetsning. På grund av uppvärmningen
genom ljusbågen utlösa sig förspänningarna och
ar-betsstycket kastar sig. Nu hava dessa förspänningar
mestadels mycket litet att säga till om vid svetsning,
då de andni spänningarna äro så mycket farligare,
men skulle man märka att förspänningarna göra sig
märkbara, så måste man undersöka, huru de sitta och
noga skilja på tryckspänningar och dragspänningar.
Sedan är det i allmänhet rätt enkelt att undvika dem
genom användandet av passande
svetsningsförfarande, konstruktion eller inspäniiingsanordning av
arbetsstycke!;.
J Föredrag-, hållet vid Svenska teknologföreningens avd.
för Skeppsbyggnadskonst ordinarie vårmöte den 9 maj 1931.
Jag lämnar därför förspänningarna och
koncentrerar mig på de rena svetsspänningarna.
Utvidgningsspänningar.
Vid ljusbågssvetsning blir ju arbetsstycket upy
värmt endast i närheten av svetsstället. Materialet
utvidgar sig där, och det uppstår en utvidgning med
åtföljande sprängning i det för övrigt kalla
arbetsstycket. Är materialet hårt och stelt, spricker
det lätt ( t. e. gjutjärn), är det däremot mjukt och
elastiskt, så ger det efter (t. e. tunnplåt). Nu
kommer ju denna utvidgning av materialet mycket
långsamt och först under svetsningens gång. Man liar
alltså tid att företaga något för att undvika denna
verkan. Det bästa man kan göra är ,att göra
uppehåll under svetsningens gång och låta värmen
fördela sig i stycket. Jag återkommer närmare till
denna sak senare. Visserligen utövar det uppvärmda
materialet en sprängverkan på det i övrigt kalla
ar-betsstycket, men det blir samtidigt självt
komprimerat genom det tryck, det utsättes för. Efter
avkyl-ningen visar det sig, att det förlorat i längd i den
riktning, i vilken det strävade att utvidga sig. Vi
komma nu till:
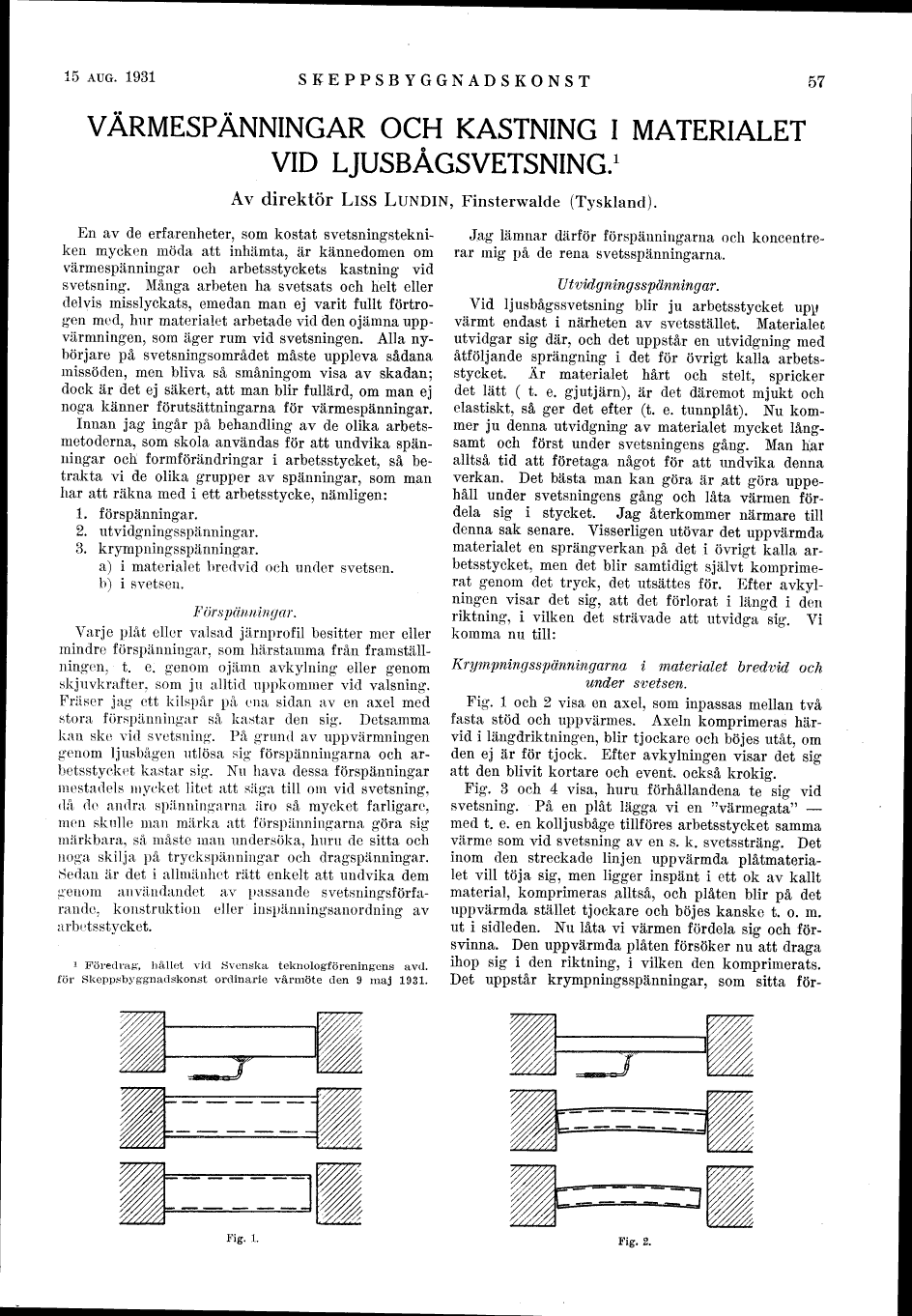
Krympningsspänningarna i materialet bredvid och
under svetsen.
Fig. l och 2 visa en axel, som inpassas mellan två
fasta stöd och uppvärmes. Axeln komprimeras
härvid i längdriktningen, blir tjockare och böjes utåt, om
den ej är för tjock. Efter avkylningen visar det sig
att den blivit kortare och event. också krokig.
Fig. 3 och 4 visa, huru förhållandena té sig vid
svetsning. På en plåt lägga vi en "värmegata" -
med t. e. en kolljusbåge tillföres arbetsstycket samma
värme som vid svetsning av en s. k. svetssträng. Det
inom den streckade linjen uppvärmda
plåtmaterialet vill töja sig, men ligger inspänt i ett ök av kallt
material, komprimeras .alltså, och plåten blir på det
uppvärmda stället tjockare och böjes kanske t. o. m.
ut i sidleden. Nu låta vi värmen fördela sig och
försvinna. Den uppvärmda plåten försöker nu att draga
ihop sig i den riktning, i vilken den komprimerats.
Det uppstår krympnings spänningar, som sitta för-
Fig. 1.
Fig. 2.
<< prev. page << föreg. sida << >> nästa sida >> next page >>