
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 41. 8 okt. 1932
- Kolpulvereldning vid industrianläggningar, av H. Aldendorff
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
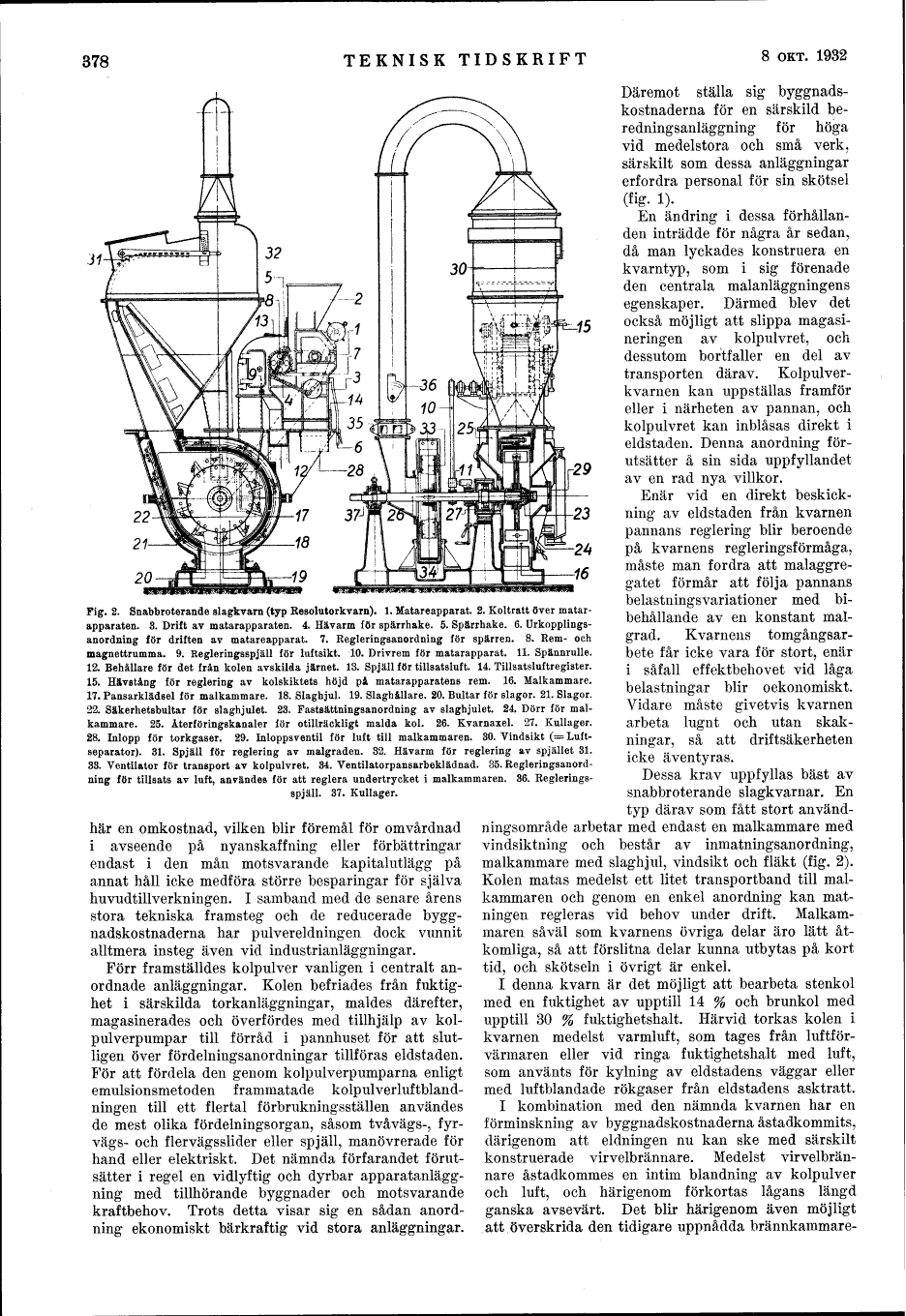
Fig. 2. Snabbroterande slagkvarn (typ Resolutorkvarn). 1. Matareapparat. 2. Koltratt över
matarapparaten. 3. Drift av matarapparaten. 4. Hävarm för spärrhake. 5. Spärrhake. 6.
Urkopplingsanordning för driften av matareapparat. 7. Regleringsanordning för spärren. 8. Rem- och
magnettrumma. 9. Regleringsspjäll för luftsikt. 10. Drivrem för matarapparat. 11. Spännrulle.
12. Behållare för det från kolen avskilda järnet. 13. Spjäll för tillsatsluft. 14. Tillsatsluftregister.
15. Hävstång för reglering av kolskiktets höjd på matarapparatens rem. 16. Malkammare.
17. Pansarklädsel för malkammare. 18. Slaghjul. 19. Slaghållare. 20. Bultar för slagor. 21. Slagor.
22. Säkerhetsbultar för slaghjulet. 23. Fastsättningsanordning av slaghjulet. 24. Dörr för
malkammare. 25. Återföringskanaler lör otillräckligt malda kol. 26. Kvarnaxel. 27. Kullager.
28. Inlopp för torkgaser. 29. Inloppsventil för luft till malkammaren. 30. Vindsikt
(= Luftseparator). 31. Spjäll för reglering av malgraden. 32, Hävarm för reglering av spjället 31.
33. Ventilator för transport av kolpulvret. 34. Ventilatorpansarbeklädnad. 35.
Regleringsanordning för tillsats av luft, användes för att reglera undertrycket i malkammaren. 36.
Regleringsspjäll. 37. Kullager.
|
här en omkostnad, vilken blir föremål för omvårdnad
i avseende på nyanskaffning eller förbättringar
endast i den mån motsvarande kapitalutlägg på
annat håll icke medföra större besparingar för själva
huvudtillverkningen. I samband med de senare årens
stora tekniska framsteg och de reducerade
byggnadskostnaderna har pulvereldningen dock vunnit
alltmera insteg även vid industrianläggningar.
Förr framställdes kolpulver vanligen i centralt
anordnade anläggningar. Kolen befriades från
fuktighet i särskilda torkanläggningar, maldes därefter,
magasinerades och överfördes med tillhjälp av
kol-pulverpumpar till förråd i pannhuset för att
slutligen över fördelningsanordningar tillföras eldstaden.
För att fördela den genom kolpulverpumparna enligt
emulsionsmetoden frammatade kolpulverluftblandningen
till ett flertal förbrukningsställen användes
de mest olika fördelningsorgan, såsom tvåvägs-,
fyrvägs- och flervägsslider eller spjäll, manövrerade för
hand eller elektriskt. Det nämnda förfarandet
förutsätter i regel en vidlyftig och dyrbar apparatanläggning
med tillhörande byggnader och motsvarande
kraftbehov. Trots detta visar sig en sådan
anordning ekonomiskt bärkraftig vid stora anläggningar.
Däremot ställa sig byggnadskostnaderna för en särskild
beredningsanläggning för höga vid medelstora och små verk,
särskilt som dessa anläggningar erfordra personal för sin skötsel
(fig. 1).
En ändring i dessa förhållanden inträdde för några år sedan,
då man lyckades konstruera en kvarntyp, som i sig förenade
den centrala malanläggningens egenskaper. Därmed blev det
också möjligt att slippa magasineringen av kolpulvret, och
dessutom bortfaller en del av transporten därav. Kolpulverkvarnen
kan uppställas framför eller i närheten av pannan, och
kolpulvret kan inblåsas direkt i eldstaden. Denna anordning
förutsätter å sin sida uppfyllandet av en rad nya villkor.
Enär vid en direkt beskickning av eldstaden från kvarnen
pannans reglering blir beroende på kvarnens regleringsförmåga,
måste man fordra att malaggregatet förmår att följa pannans
belastningsvariationer med bibehållande av en konstant
målgrad. Kvarnens tomgångsarbete får icke vara för stort, enär
i såfall effektbehovet vid låga belastningar blir oekonomiskt.
Vidare måste givetvis kvarnen arbeta lugnt och utan
skakningar, så att driftsäkerheten icke äventyras.
Dessa krav uppfyllas bäst av snabbroterande slagkvarnar. En
typ därav som fått stort användningsområde arbetar med endast en
malkammare med vindsiktning och består av inmatningsanordning,
malkammare med slaghjul, vindsikt och fläkt (fig. 2).
Kolen matas medelst ett litet transportband till
malkammaren och genom en enkel anordning kan
matningen regleras vid behov under drift.
Malkammaren såväl som kvarnens övriga delar äro lätt
åtkomliga, så att förslitna delar kunna utbytas på kort
tid, och skötseln i övrigt är enkel.
I denna kvarn är det möjligt att bearbeta stenkol
med en fuktighet av upptill 14 % och brunkol med
upptill 30 % fuktighetshalt. Härvid torkas kolen i
kvarnen medelst varmluft, som tages från
luftförvärmaren eller vid ringa fuktighetshalt med luft,
som använts för kylning av eldstadens väggar eller
med luftblandade rökgaser från eldstadens asktratt.
I kombination med den nämnda kvarnen har en
förminskning av byggnadskostnaderna åstadkommits,
därigenom att eldningen nu kan ske med särskilt
konstruerade virvelbrännare. Medelst
virvelbrännare åstadkommes en intim blandning av kolpulver
och luft, och härigenom förkortas lågans längd
ganska avsevärt. Det blir härigenom även möjligt
att överskrida den tidigare uppnådda
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:13:03 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1932a/0388.html

