
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
9 JAN. 1932
BERGSVETENSKAP
Edwards
kylbädd
1-t I-L4 t-U l-ll__
Fårdiqverk B
Excenterkylbådd
Fårdigverk A
Sax^
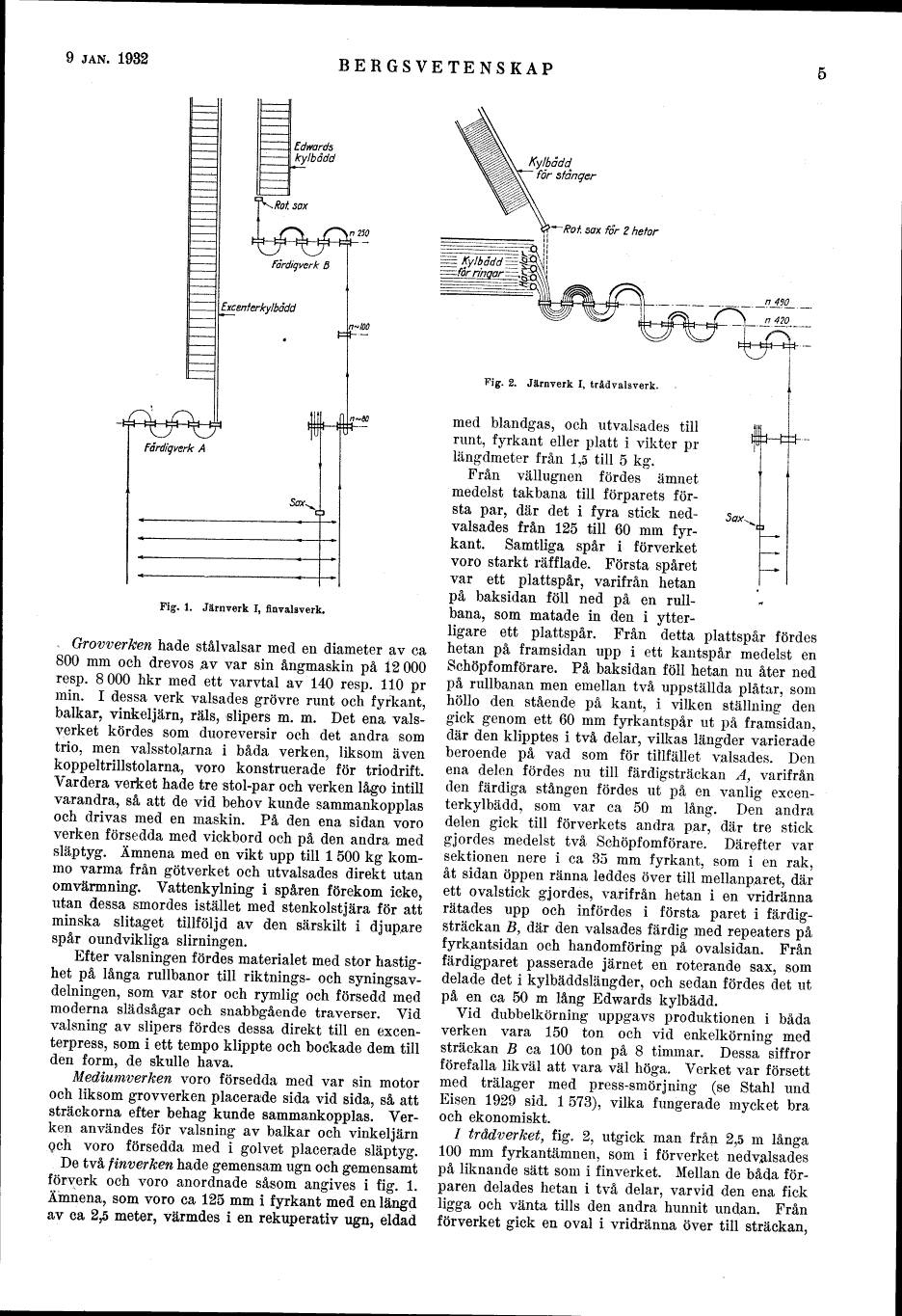
Fig. 1. Järnverk I, finvalsverk.
Grovverken hade stålvalsar med en diameter av ca
800 mm och drevos #v var sin ångmaskin på 12 000
resp. 8000 hkr med ett varvtal av 140 resp. 110 pr
min. I dessa verk valsades grövre runt och fyrkant,
balkar, vinkeljärn, räls, slipers m. m. Det ena
valsverket kördes som duoreversir och det andra som
trio, men valsstolarna i båda verken, liksom även
koppeltrillstolarna, voro konstruerade för triodrift.
Vardera verket hade tre stol-par och verken lågo intill
varandra, så att de vid behov kunde sammankopplas
och drivas med en maskin. På den ena sidan voro
verken försedda med vickbord och på den andra med
släptyg. Ämnena med en vikt upp till l 500 kg
kommo varma från götverket och utvalsades direkt utan
omvärmning. Vattenkylning i spåren förekom icke,
utan dessa smordes istället med stenkolstjära för att
minska slitaget tillföljd av den särskilt i djup,are
spår oundvikliga slirningen.
Efter Valsningen fördes materialet med stor
hastighet på långa rullbanor till riktnings- och
syningsav-delningen, som var stor och rymlig och försedd med
moderna slädsågar och snabbgående traverser. Vid
valsning av slipers fördes dessa direkt till en
excen-terpress, som i ett tempo klippte och bockade dem till
den form, de skulle hava.
Mediumverken voro försedda med var sin motor
och liksom grovverken placerade sida vid sida, så att
sträckorna efter behag kunde sammankopplas.
Verken användes för valsning av balkar och vinkeljärn
Qch voro försedda med i golvet placerade släptyg.
De två finverken hade gemensam ugn och gemensamt
förverk och voro anordnade såsom angives i fig. 1.
Ämnena, som voro ca 125 mm i fyrkant med en längd
av ca 2,5 meter, värmdes i en rekuperativ ugn, eldad
Fig. 2. Järnverk I, trådvalsverk.
med biandgas, och utvalsades till
runt, fyrkant eller platt i vikter pr
längdmeter från 1,5 till 5 kg.
Från vällugnen fördes ämnet
medelst takbana till förparets
första par, där det i fyra stick ned- sax
valsades från 125 till 60 mm
fyrkant. Samtliga spår i förverket
voro starkt rafflade. Första spåret
var ett plattspår, varifrån hetan
på baksidan föll ned på en
rullbana, som matade in den i
ytterligare ett plattspår. Från detta plattspår fördes
hetan på framsidan upp i ett kantspår medelst en
Schöpfomförare. På baksidan föll hetan nu åter ned
på rullbanan men emellan två uppställda plåtar, som
höllo den stående på kant, i vilken ställning den
gick genom ett 60 mm fyrkantspår ut på framsidan,
där den klipptes i två delar, vilkas längder varierade
beroende på vad som för tillfället valsades. Den
ena delen fördes nu till färdigsträckan A, varifrån
den färdiga stången fördes ut på en vanlig
excen-terkylbädd, som var ca 50 m lång. Den andra
delen gick till förverkets andra par, där tre stick
gjordes medelst två Schöpfomförare. Därefter var
sektionen nere i ca 35 mm fyrkant, som i en rak,
åt sidan öppen ränna leddes över till mellanp,aret, där
ett ovalstick gjordes, varifrån hetan i en vridränna
rätades upp och infördes i första paret i
färdigsträckan By där den valsades färdig med repeaters på
fyrk.antsidan och handomföring på ovalsidan. Från
färdigparet passerade järnet en roterande sax, som
delade det i kylbäddslängder, och sedan fördes det ut
på en ca 50 m lång Edwards kylbädd.
Vid dubbelkörning uppgavs produktionen i båda
verken vara 150 ton och vid enkelkörning med
sträckan B ca 100 ton på 8 timmar. Dessa siffror
förefalla likväl att vara väl höga. Verket var försett
med trälager med press-smörjning (se Ståhl und
Eisen 1929 sid. l 573), vilka fungerade mycket bra
och ekonomiskt.
/ trådverket, fig. 2, utgick man från 2,5 m långa
100 mm fyrkantämnen, som i förverket nedv,alsades
på liknande sätt som i finverket. Mellan de båda
förparen delades hetan i två delar, varvid den ena fick
ligga och vänta tills den andra hunnit undan. Från
förverket gick en oval i vridränna över till sträckan,
<< prev. page << föreg. sida << >> nästa sida >> next page >>