
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TEKNISK TIDSKRIFT
9 JAN. 1932
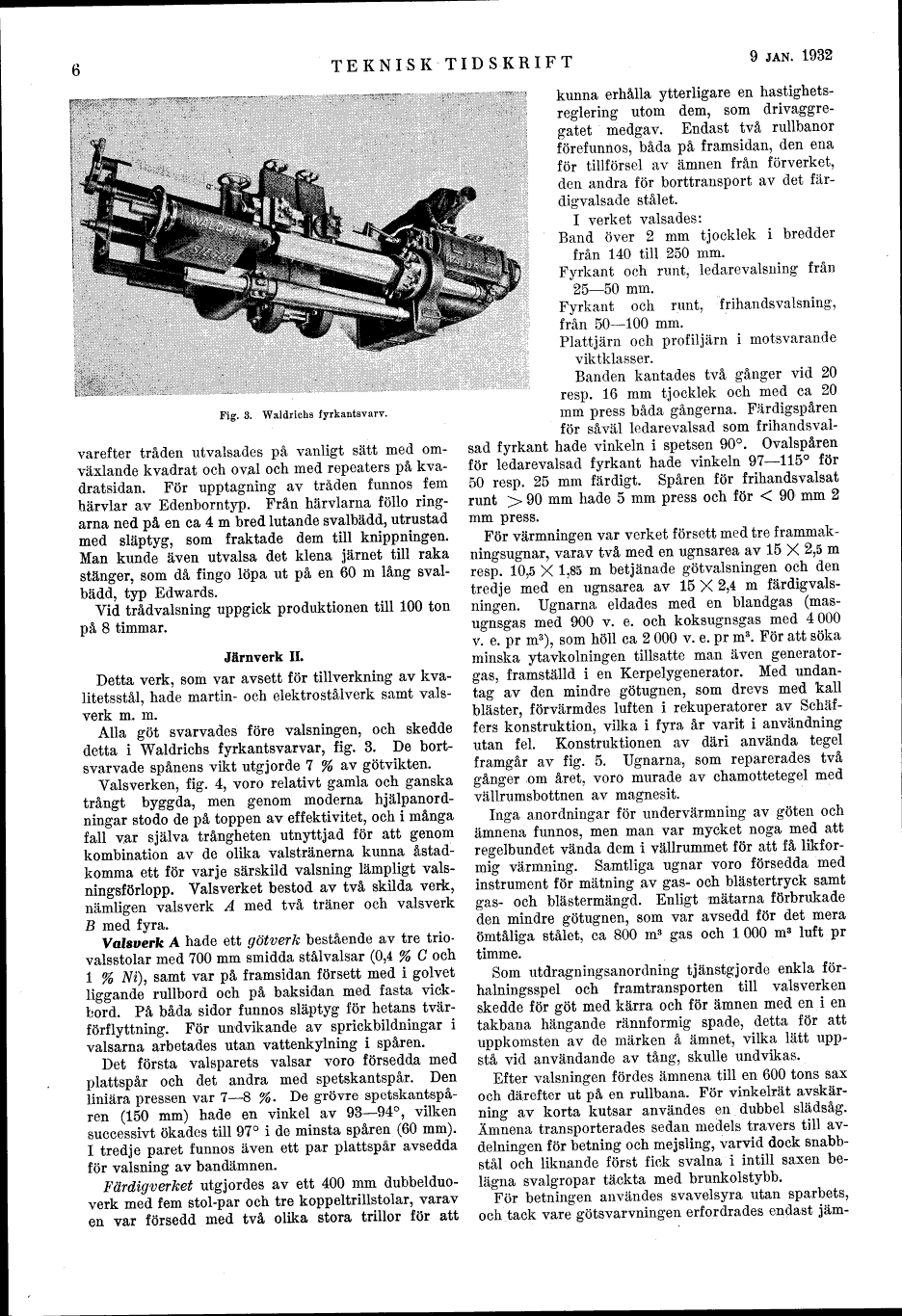
Fig. 3. Waldrichs fyrkantsvarv.
varefter tråden utvalsades på vanligt sätt med
omväxlande kvadrat och oval och med n^peaters på
kvadratsidan. För upptagning av tråden funnos fem
härvlar av Edenborntyp. Från härvlarna föllo
ringarna ned på en ca 4 m bred lutande svalbädd, utrustad
med släptyg, som fraktade dem till knippningen.
Man kunde även utvalsa det klena järnet till raka
stänger, som då fingo löpa ut på en 60 m lång
svalbädd, typ Edwards.
Vid trådvalsning uppgick produktionen till 100 ton
på 8 timmar.
Järnverk II.
Detta verk, som var avsett för tillverkning av
kvalitetsstål, hade martin- och elek tro stålverk samt
valsverk m. m.
Alla göt svarvades före Valsningen, och skedde
detta i Waldrichs fyrkantsvarvar, fig. 3. De
bortsvarvade spånens vikt utgjorde 7 % av götvikten.
Valsverken, fig. 4, voro relativt gamla och ganska
trångt byggda, men genom moderna
hjälpanord-ningar stodo de på toppen av effektivitet, och i många
fall var själva trångheten utnyttjad för att genom
kombination av de olika valstränerna kunna
åstadkomma ett för varje särskild valsning lämpligt
vals-ningsförlopp. Valsverket bestod av två skilda verk,
nämligen valsverk A med två trärier och valsverk
B med fyra.
Valsverk A hade ett götverk bestående av tre
trio-valsstolar med 700 mm smidda stålvalsar (0,4 % C och
l % Ni), samt var på framsidan försett med i golvet
liggande rullbord och på baksidan med fasta
vick-bord. På båda sidor funnos släptyg för hetans
tvärförflyttning. För undvikande av sprickbildningar i
valsarna arbetades utan vattenkylning i spåren.
Det första valsparets valsar voro försedda med
plattspår och det andra med spetskant sp år. Den
liniära pressen var 7-8 %. De grövre
spetskantspå-ren (150 mm) hade en vinkel av 93-94°, vilken
successivt ökades till 97° i de minsta spåren (60 mm).
I tredje paret funnos även ett par plattspår avsedda
för valsning av bandämnen.
Färdigverket utgjordes av ett 400 mm
dubbelduo-verk med fem stol-par och tre koppeltrillstolar, varav
en var försedd med två olika stora trillor för att
kunna erhålla ytterligare en
hastighetsreglering utom dem, som
drivaggre-gatet medgav. Endast två rullbanor
förefunnos, båda på framsidan, den ena
för tillförsel av ämnen från förverket,
den andra för borttransport av det
fär-digvalsade stålet.
I verket valsades:
Band över 2 mm tjocklek i bredder
från 140 till 250 mm.
Fyrkant och runt, ledarevalsning från
25-50 mm.
Fyrkant och runt, frihandsvalsning,
från 50-100 mm.
Plattjärn och profiljärn i motsvarande
viktklasser.
Banden kantades två gånger vid 20
resp. 16 mm tjocklek och med ca 20
mm press båda gångerna. Färdigspåren
för såväl ledarevalsad som frihandsval-
sad fyrkant hade vinkeln i spetsen 90°. Ovalspåren
för ledarevalsad fyrkant hade vinkeln 97-115° för
50 resp. 25 mm färdigt. Spåren för frihandsvalsat
runt > 90 mm hade 5 mm press och för < 90 mm 2
mm press.
För värmningen var verket försett med tre
frammak-ningsugnar, varav två med en ugnsarea av 15 X 2,5 m
resp. 10,5 X 1,85 m betjänade götvalsningen och den
tredje med en ugnsarea av 15 X 2,4 m
färdigvals-ningen. Ugnarna eldades med en biandgas
(masugnsgas med 900 v. e. och koksugnsgas med 4000
v. e. pr m3), som höll ca 2 000 v. e. pr m3. För att söka
minska ytavkolningen tillsatte man även
generatorgas, framställd i en Kerpelygenerator. Med
undantag av den mindre götugnen, som drevs med kall
bläster, förvärmdes luften i rekuperatorer av
Schäf-fers konstruktion, vilka i fyra år varit i användning
utan fel. Konstruktionen av däri använda tegel
framgår av fig. 5. Ugnarna, som reparerades två
gånger om året, voro murade av chamottetegel med
vällrumsbottnen av magnesit.
Inga anordningar för undervärmning av göten och
ämnena funnos, men man var mycket noga med att
regelbundet vända dem i vällrummet för att få
likformig värmning. Samtliga ugnar voro försedda med
instrument för mätning av gas- och blästertryck samt
gas- och blästermängd. Enligt mätarna förbrukade
den mindre götugnen, som var avsedd för det mera
ömtåliga stålet, ca 800 m3 gas och 1000 m3 luft pr
timme.
Som ut dragningsanordning tjänstgjorde enkla
för-halningsspel och framtransporten till valsverken
skedde för göt med kärra och för ämnen med en i en
takbana hängande rännformig spade, detta för att
uppkomsten av de märken å ämnet, vilka lätt
uppstå vid användande av tång, skulle undvikas.
Efter Valsningen fördes ämnena till en 600 tons sax
och därefter ut på en rullbana. För vinkelrät
avskär-ning av korta kutsar användes en dubbel slädsåg.
Ämnena transporterades sedan medels travers till
avdelningen för betning och mejsling, varvid dock
snabbstål och liknande först fick svalna i intill saxen
belägna svalgropar täckta med brunkolstybb.
För betningen användes svavelsyra utan sparbets,
och tack vare götsvarvningen erfordrades endast järn-
<< prev. page << föreg. sida << >> nästa sida >> next page >>