
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 FEBR. 1932
BERGSVETENSKAP
11
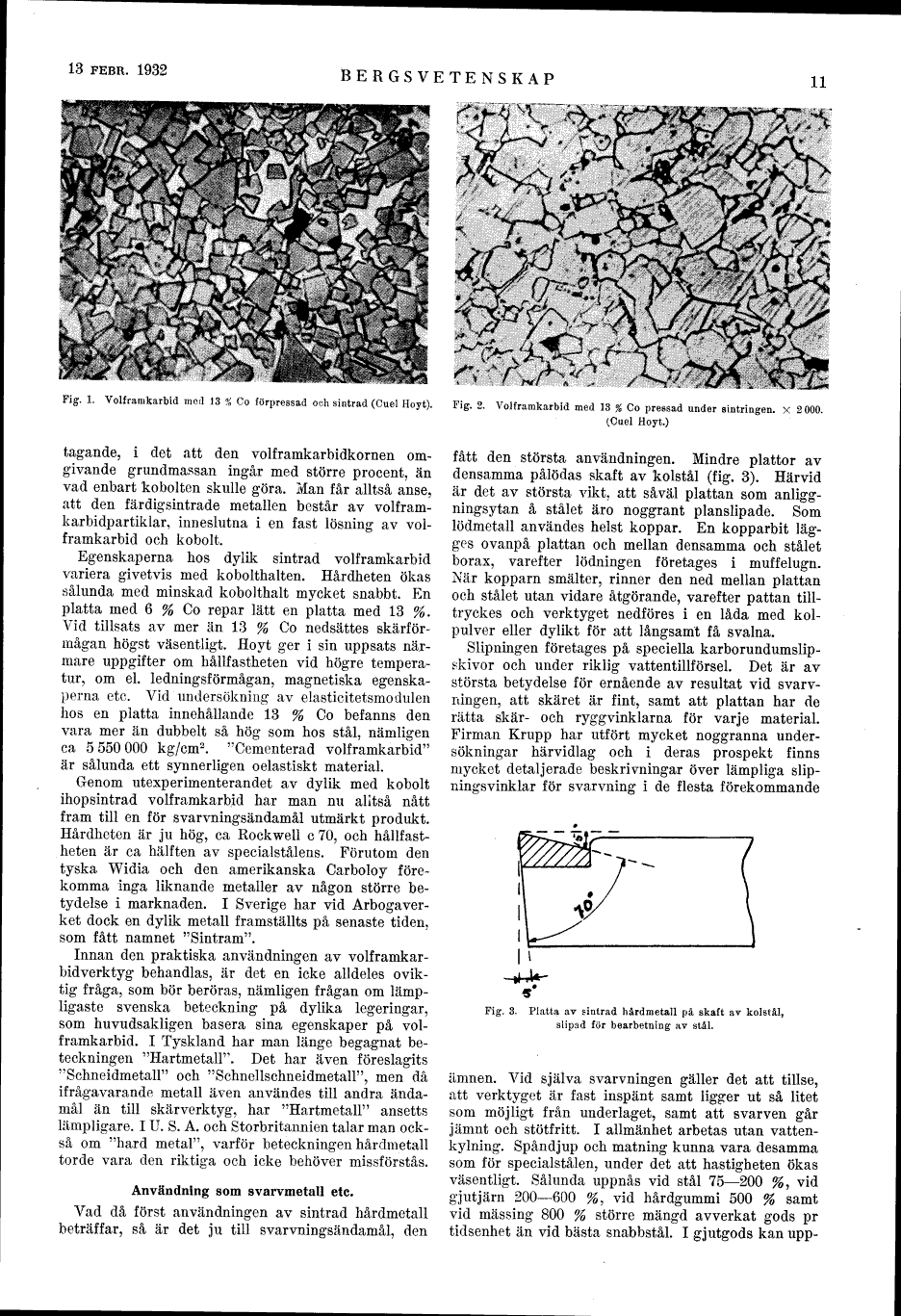
Fig. 1. Volframkarbid mod 13 % Co förpressad och sintrad (Cuel Hoyt).
Fig. 2. Volframkarbid med 13 % Co pressad under sintringen. x 2 000.
(Cuel Hoyt.)
tagande, i det att den volframkarbidkornen
omgivande grundmassan ingår med större procent, än
vad enbart kobolten skulle göra. Man får alltså anse,
att den färdigsintrade metallen består av
volfram-karbidpartiklar, inneslutna i en fast lösning av
vol-framkarbid och kobolt.
Egenskaperna hos dylik sintrad volframkarbid
variera givetvis med kobolthalten. Hårdheten ökas
sålunda med minskad kobolthalt mycket snabbt. En
platta med 6 % Co repar lätt en platta med 13 %.
Vid tillsats av mer än 13 % Co nedsattes
skärför-mågan högst väsentligt. Hoyt ger i sin uppsats
närmare uppgifter om hållfastheten vid högre
temperatur, om el. ledningsförmågan, magnetiska
egenskaperna etc. Vid undersökning av elasticitetsmodulen
hos en platta innehållande 13 % Co befanns den
vara mer än dubbelt så hög som hos stål. nämligen
ca 5550000 kg/cm2. "Cementerad volframkarbid"
är sålunda ett synnerligen oelastiskt material.
Genom utexperirnenterandet av dylik med kobolt
ihopsintrad volframkarbid har man nu alltså nått
fram till en för svarvningsändamål utmärkt produkt.
Hårdheten är ju hög, ca Rockwell c 70, och
hållfastheten är ca hälften av specialstålens. Förutom den
tyska Widia och den amerikanska Carboloy
förekomma inga liknande metaller av någon större
betydelse i marknaden. I Sverige har vid
Arbogaver-ket dock en dylik metall framställts på senaste tiden,
som fått namnet "Sintram".
Innan den praktiska användningen av
volframkar-bidverktyg behandlas, är det en icke alldeles
oviktig fråga, som bör beröras, nämligen frågan om
lämpligaste svenska beteckning på dylika legeringar,
som huvudsakligen basera sina egenskaper på
volframkarbid. I Tyskland har man länge begagnat
beteckningen "Hartmetair. Det har även föreslagits
"Schneidmetall" och "Schnellschneidmetall", men då
ifrågavarande metall även användes till andra
ändamål än till skärverktyg, har "Hartmetall" ansetts
lämpligare. I U. S. A. och Storbritannien talar man
också om "härd metal", varför beteckningen hårdmetall
torde vara den riktiga och icke behöver missförstås.
Användning som svarvmetall etc.
Vad då först användningen av sintrad hårdmetall
beträffar, så är det ju till svarvningsändamål, den
fått den största användningen. Mindre plattor av
densamma pålödas skaft av kolstål (fig. 3). Härvid
är det av största vikt. att såväl plattan som
anligg-ningsytan å stålet äro noggrant planslipade. Som
lödmetall användes helst koppar. En kopparbit
lägges ovanpå plattan och mellan densamma och stålet
borax, varefter lödningen företages i muffelugn.
När kopparn smälter, rinner den ned mellan plattan
och stålet utan vidare åtgörande, varefter pattan
till-tryckes och verktyget nedföres i en låda med
kolpulver eller dylikt för att långsamt få svalna.
Slipningen företages på speciella
karborundumslip-skivor och under riklig vattentillförsel. Det är av
största betydelse för ernående av resultat vid
svarv-ningen, att skäret är fint, samt att plattan har de
rätta skär- och ryggvinklarna för varje material.
Firman Krupp har utfört mycket noggranna
undersökningar härvidlag och i deras prospekt finns
mycket detaljerade beskrivningar över lämpliga
slip-ningsvinklar för Svarvning i de flesta förekommande
Fig. 3. Platta av sintrad hårdmetall på skaft av kolstål,
slipad för bearbetning av stål.
ämnen. Vid själva s värvningen gäller det att tillse,
att verktyget är fast inspänt samt ligger ut så litet
som möjligt från underlaget, samt att svarven går
jämnt och stötfritt. I allmänhet arbetas utan
vatten-kylning. Spåndjup och matning kunna vara desamma
som för specialstålen, under det att hastigheten ökas
väsentligt. Sålunda uppnås vid stål 75-200 %, vid
gjutjärn 200-600 %, vid hårdgummi 500 % samt
vid mässing 800 % större mängd avverkat gods pr
tidsenhet än vid bästa snabbstål. I gjutgods kan upp-
<< prev. page << föreg. sida << >> nästa sida >> next page >>