
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
19 NOV. 1932
SKEPPSBYGGNADSKONST
81
för kontrollmätning av färdiga propellermodeller
med en noggrannhet av 0,05 mm. Med
propeller-frasen kunna modellpropellrar bearbetas upp till en
max. diameter av 500 mm.
Först som sist må nämnas, att samtliga
specialmaskiner och instrument äro utförda enligt dr GEBERS’
system samt flertalet förfärdigade vid A. G. Vulcan
i Wien.
Modellpropellrarna formas på vanligt sätt i
paraffin, härav göres sedan en gipsavgjutning, vari
själva modellen gjutes av en tennlegering.
Snickarverkstadens utrustning består av en
roterande planhyvel, en cirkel- och en bandsåg.
Modellverkstaden är utrustad med en
varmvatten-paraffinsmältugn och ett lertråg för formningen, stort
nog att samtidigt forma två största möjliga modeller
(5 å 8 m); över detta tråg löper en kantfräsmaskin
med vilken den färdiggjutna modellens överkant
avplanas för att underlätta uppsökandet av
vattenlinjer m. m. för den fortsatta bearbetningen. Vidare
finnes en modellfräs, på vilken man efter behag kan
arbeta efter spant eller vattenlinjer.
Fräshastig-heten kan genom den inbyggda
Ward-Leonard-kopp-lingen regleras efter behag; rotationsöverföringen
sker här i motsats till föregående utföranden medelst
kugghjulsväxlar, varigenom praktiskt taget all
död-gång i överföringen borteliminerats. Linjeritningarna
utföras på marmorskivor, då det visat sig att ej ens
det dyraste och garanterat krympfria papperet kan
hålla sig oförändrat i denna till följd av de
närliggande stora vattenytorna fuktiga atmosfär. Slutligen
finnes ett planbord (fig. 4) med erforderliga
mätinstrument för kontrollering av modellerna jämte en
synnerligen noggrann balansvåg.
Den färdiga fartygsmodellen, som efter den
maskinella bearbetningen, vilken för en 6 m modell tager
ca 6 timmar i anspråk, avputsats för hand, lyftes I
en balk medelst den över hela verkstaden löpande
155 tons kranen, väges och sjösättes i den med stora
tanken i förbindelse stående rännan eller "hamnen".
Också själva löp vagnen, vägande ca 16 000 kg
inklusive personal och instrument, är konstruerad av
dr Gebers för att, med tillvaratagande av hans er-
farenhet, i största möjliga mån undgå kritiska
vibrationer. Varje hjul drives för sig via en enkel
kugghjulsväxel av en 20 hk likströmsmotor. De fyra
drivmotorerna äro seriekopplade, med en högsta
uppträdande ankarspänning på 145 volt.
Accelerationsvägen, för att uppnå en hastighet på vagnen av
5 m/sek., vilken kan anses för tämligen hög vid
normala fall, är 30 m, medan bromsningen kan ske på
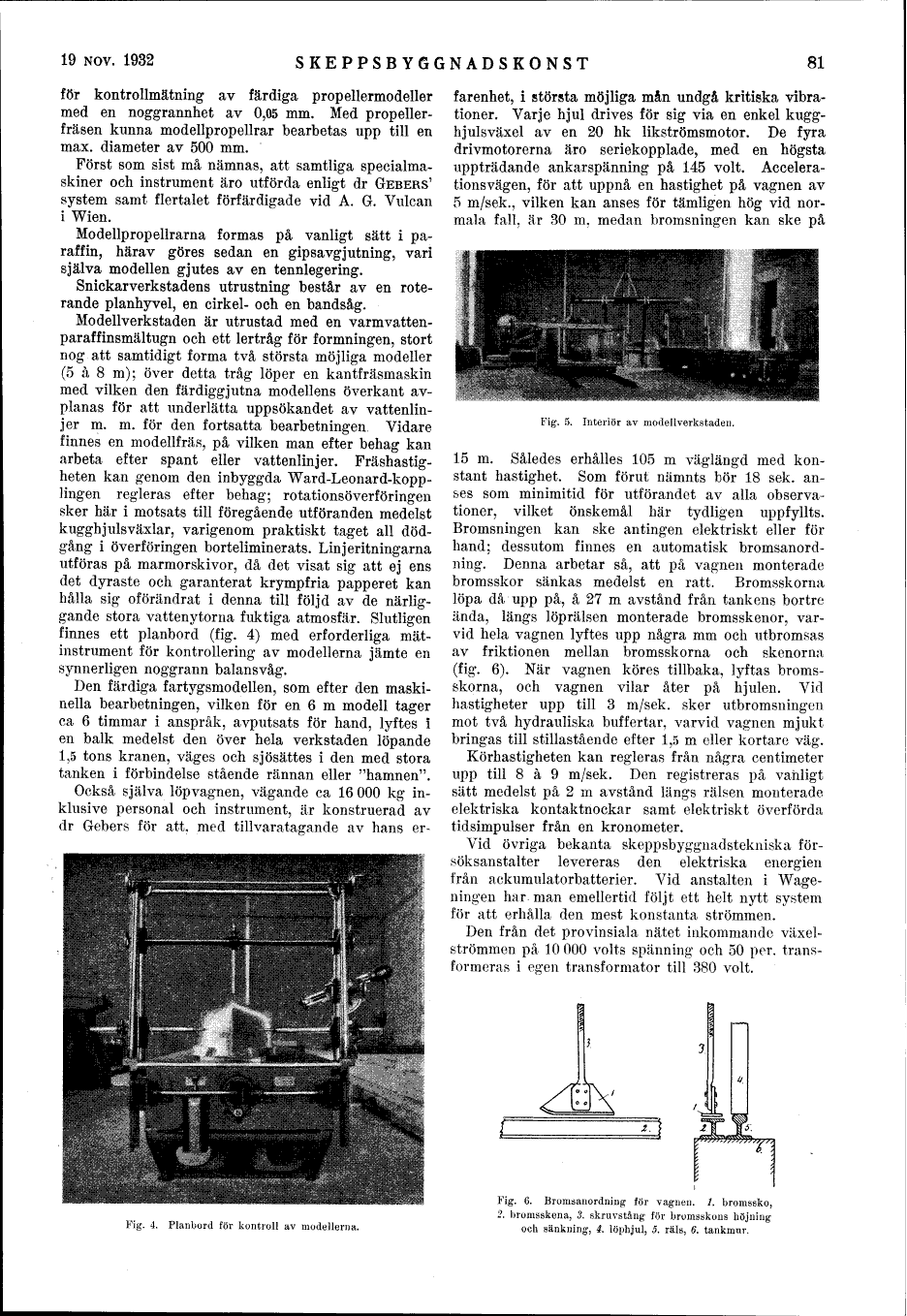
Fig. 5. Interiör av modellverkstaden.
15 m. Således erhålles 105 m väglängd med
konstant hastighet. Som förut nämnts bör 18 sek.
anses som minimitid för utförandet av alla
observationer, vilket önskemål här tydligen uppfyllts.
Bromsningen kan ske antingen elektriskt eller för
hand: dessutom finnes en automatisk
bromsanordning. Denna arbetar så, att på vagnen monterade
bromsskor sänkas medelst en ratt. Bromsskorna
löpa då upp på, å 27 m avstånd från tankens bortre
ända, längs löprälsen monterade bromsskenor,
varvid hela vagnen lyftes upp några mm och utbromsas
av friktionen mellan bromsskorna och skenorna
(fig. 6). När vagnen köres tillbaka, lyftas
bromsskorna, och vagnen vilar åter på hjulen. Vid
hastigheter upp till 3 m/sek, sker utbromsnmgen
mot två hydrauliska buffertar, varvid vagnen mjukt
bringas till stillastående efter 1,5 m eller kortare väg.
Körhastigheten kan regleras från några centimeter
upp till 8 å 9 m/sek. Den registreras på vanligt
sätt medelst på 2 m avstånd längs rälsen monterade
elektriska kontaktnockar samt elektriskt överförda
tidsimpulser från en kronometer.
Vid övriga bekanta skeppsbyggnadstekniska
försöksanstalter levereras den elektriska energien
från ackumulatorbatterier. Vid anstalten i
Wage-ningen har man emellertid följt ett helt nytt system
för att erhålla den mest konstanta strömmen.
Den från det provinsiala nätet inkommande
växelströmmen på 10 000 volts spänning och 50 per.
transformeras i egen transformator till 380 volt.
Fig. 4. Planbord för kontroll av modellerna.
Fig. 6. Bromsanordning- för vagnen. 7. bromssko,
2. bromsskena, 3. skruvstång- för brumsskons höjning
och sänkning, 4. löphjul, 5. räls, 6. tankmur.
<< prev. page << föreg. sida << >> nästa sida >> next page >>