
Full resolution (TIFF) - On this page / på denna sida - Häfte 7. Juli 1933 - Einar Kullberg: Slipskivor
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
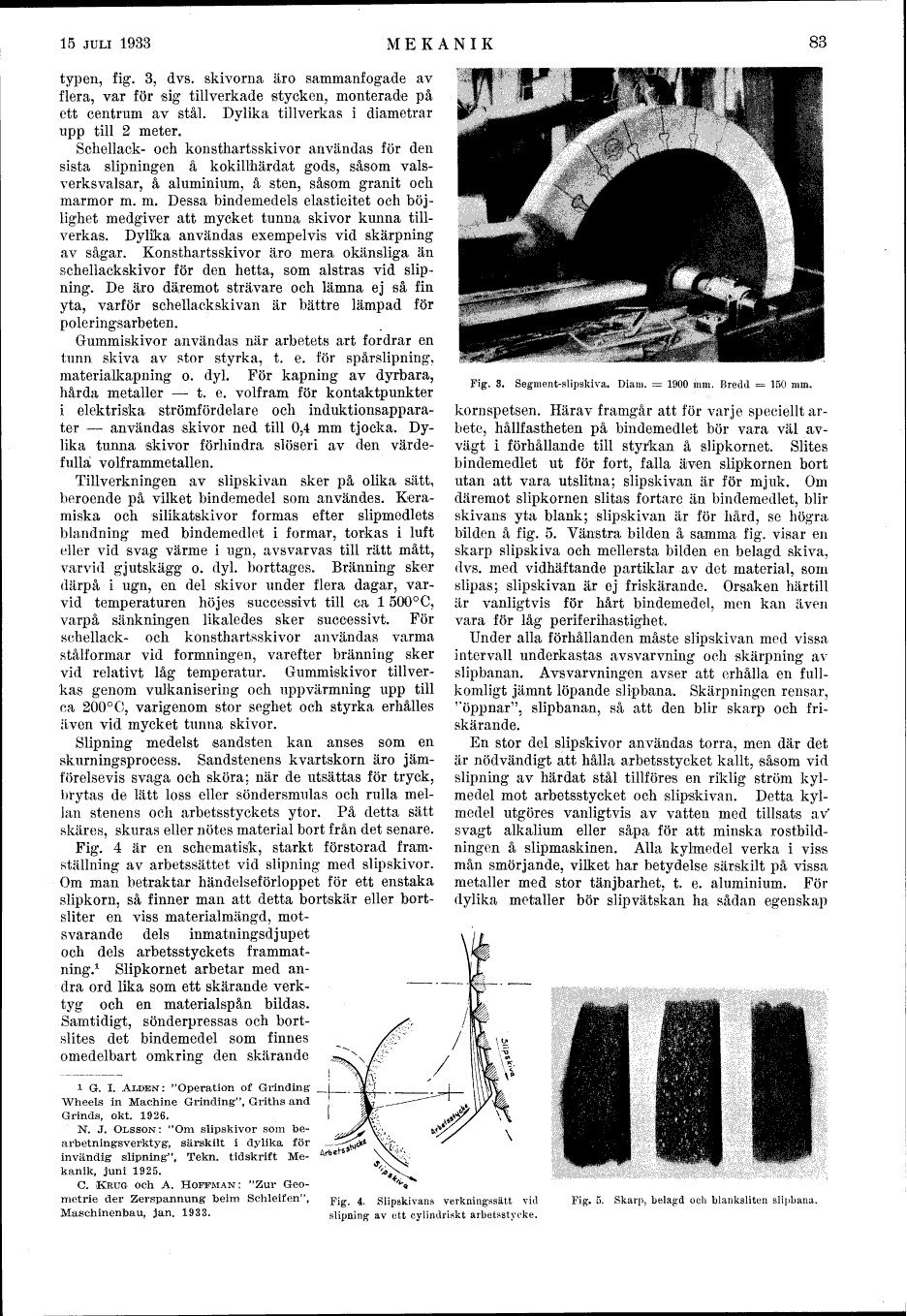
segmenttypen, fig. 3, dvs. skivorna äro sammanfogade av
flera, var för sig tillverkade stycken, monterade på
ett centrum av stål. Dylika tillverkas i diametrar
upp till 2 meter.
Schellack- och konsthartsskivor användas för den
sista slipningen å kokillhärdat gods, såsom
valsverksvalsar, å aluminium, å sten, såsom granit och
marmor m. m. Dessa bindemedels elasticitet och
böjlighet medgiver att mycket tunna skivor kunna
tillverkas. Dylika användas exempelvis vid skärpning
av sågar. Konsthartsskivor äro mera okänsliga än
schellackskivor för den hetta, som alstras vid
slipning. De äro däremot strävare och lämna ej så fin
yta, varför schellackskivan är bättre lämpad för
poleringsarbeten.
Gummiskivor användas när arbetets art fordrar en
tunn skiva av stor styrka, t. e. för spårslipning,
materialkapning o. dyl. För kapning av dyrbara,
hårda metaller – t. e. Volfram för kontaktpunkter
i elektriska strömfördelare och induktionsapparater
– användas skivor ned till 0,4 mm tjocka.
Dylika tunna skivor förhindra slöseri av den
värdefulla volframmetallen.
Tillverkningen av slipskivan sker på olika sätt,
beroende på vilket bindemedel som användes.
Keramiska och silikatskivor formas efter slipmedlets
blandning med bindemedlet i formar, torkas i luft
eller vid svag värme i ugn, avsvarvas till rätt mått,
varvid gjutskägg o. dyl. borttages. Bränning sker
därpå i ugn, en del skivor under flera dagar,
varvid temperaturen höjes successivt till ca 1 500°C,
varpå sänkningen likaledes sker successivt. För
schellack- och konsthartsskivor användas varma
stålformar vid formningen, varefter bränning sker
vid relativt låg temperatur. Gummiskivor
tillverkas genom vulkanisering och uppvärmning upp till
ca 200°C, varigenom stor seghet och styrka erhålles
även vid mycket tunna skivor.
Slipning medelst sandsten kan anses som en
skurningsprocess. Sandstenens kvartskorn äro
jämförelsevis svaga och sköra; när de utsättas för tryck,
brytas de lätt loss eller söndersmulas och rulla
mellan stenens och arbetsstyckets ytor. På detta sätt
skäres, skuras eller nötes material bort från det senare.
Fig. 4 är en schematisk, starkt förstorad framställning
av arbetssättet vid Slipning med slipskivor.
Om man betraktar händelseförloppet för ett enstaka
slipkorn, så finner man att detta bortskär eller
bortsliter en viss materialmängd, motsvarande dels inmatningsdjupet
och dels arbetsstyckets frammatning.[1]
Slipkornet arbetar med andra ord lika som ett skärande
verktyg och en materialspån bildas. Samtidigt, sönderpressas
och bortslites det bindemedel som finnes
omedelbart omkring den skärande
 |
Fig. 3. Segment-slipskiva. Diam. = 1900 mm. Bredd = 150 mm. |
|
Fig. 4. Slipskivans verkningssätt vid slipning av ett cylindriskt arbetsstycke. |
|
Fig. 5. Skarp, belagd och blanksliten slipbana. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>