
Full resolution (TIFF) - On this page / på denna sida - Häfte 8. Augusti 1933 - O. Hallström: Några materialfrågor vid svetsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
refererat en försöksserie slagdragprov, utförda av "Das
Fachausschuss für Schweisstechnik im Verein
Deutscher Ingenieure", och enligt detta referat är
försöksseriens resultat uttalat på följande sätt:
"Försöken visa, att även vid överbelastning
genom slag ger en svetsfog, vars sträckgräns är
likvärdig med eller överlägsen grundmaterialets
sträckgräns, ett tillfredsställande slagarbete och en god
förlängning i stången i sin helhet, och att en låg
sträckgräns aldrig kan kompenseras av en aldrig så
god tänjbarhet."
Till denna slutsats bör tilläggas, att sträckgränsen
icke kan vara ensambestämmande i detta fall,
utan svetsmaterialets brottgräns måste även vara
överdimensionerad i förhållande till grundmaterialets
för att slutsatsen skall hava giltighet. Vidare bör
betonas, att den uttalade slutsatsen även med
ovannämnda justering icke gäller generellt utan endast
vid dragning, då spänningen är konstant för en större
längd. För slagböjning gäller satsen endast under
vissa förutsättningar för det område, som ligger över
sträckgränsen. Fig. 4 visar en försöksserie
slagböjningsprov, som bestyrker detta påstående. Av denna
försöksserie framgår med all tydlighet, att om
spänningsmaximum träffar svetsmaterial med låg
tänjbarhet, kan ringa hjälp erhållas av grundmaterialet,
vilket förhållande noga bör observeras. Slagproven ha
ju som sagts sin praktiska motsvarighet i stötar och
slag, som vid olyckstillfällen kunna träffa
konstruktionen. Det ligger därför i sakens natur, att man
icke alltid kan förutsäga, i vilken punkt olyckan
träffar konstruktionen, och därmed ej heller var
spänningsmaximum kommer att inträffa.
Utmattningshållfasthet.
Utmattningshållfastheten anses ofta hos svetsmaterial
stå i direkt proportion till tänjbarheten. Detta
gäller dock icke generellt. För valsat och smitt stål
är regeln i allmänhet den omvända. Däremot kan
detta anses hava en viss giltighet beträffande
svetsmaterial, vilket framför allt framgår vid en
jämförelse mellan svetsmaterial av blank och beklädd
elektrod. Skillnaden ifråga om tänjbarhet har flera
orsaker, såsom förekomsten av oxider och nitrider
samt den här förefintliga gjutstrukturen. Den stora
skillnaden i utmattningshållfasthet torde emellertid
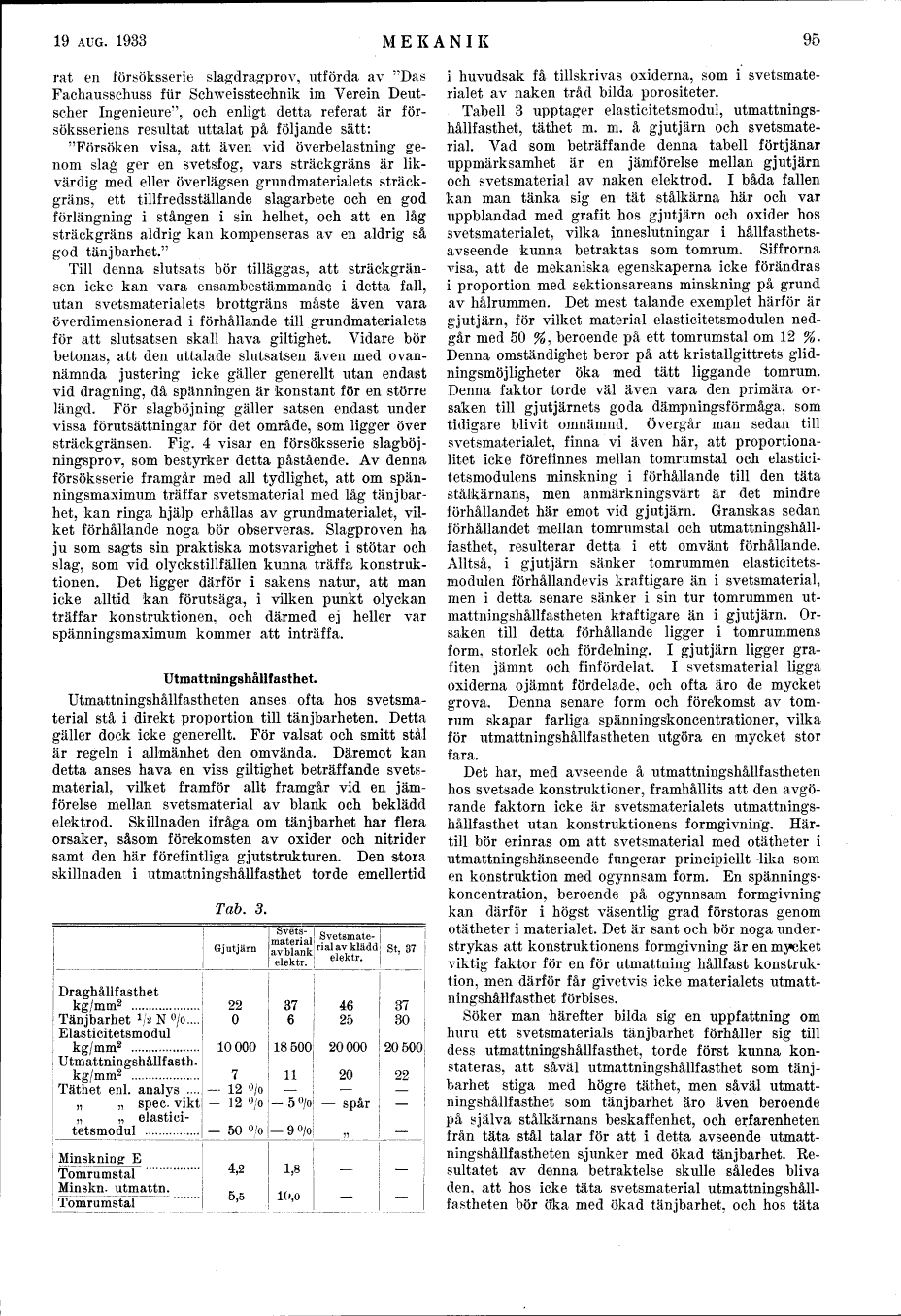
Tab. 3.
| Gjutjärn | Svetsmaterial av blank elektr. | Svetsmaterial av klädd elektr. | St, 37 | |
| Draghållfasthet kg/mm2 . . . | 22 | 37 | 46 | 37 |
| Tänjbarhet 1/2 N % . . . | 0 | 6 | 25 | 30 |
| Elasticitetsmodul kg/mm2 . . . | 10 000 | 18 500 | 20 000 | 20 500 |
| Utmattningshållfasth. kg/mm2 . . . | 7 | 11 | 20 | 22 |
| Täthet enl. analys . . . | – 12 % | – | – | – |
| Täthet enl. spec. vikt . . . | – 12 % | – 5 % | – spår | – |
| Täthet enl. elasticitetsmodul . . . | – 50 % | – 9 % | ,, | – |
| Minskning E Tomrumstal . . . | 4,2 | 1,8 | – | – |
| Minskn. utmattn. Tomrumstal . . . | 5,5 | 10,0 | – | – |
<< prev. page << föreg. sida << >> nästa sida >> next page >>