
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 9. Sept. 1933
- E. Lundgren: Om högfrekvensverktyg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
fyller lamellernas underskurna spår och bildar
sammanhängande ringar vid rotorns ändar. Rotorn pressas
fast på axeln, i vars ena ända kuggar äro inskurna.
Här finnas således inga som helst trådar, som kunna
skadas, inga lindningar, som kunna brännas upp, inga
borstar, som snabbt förslitas. I sina övriga detaljer
erbjuder konstruktionen knappast något särskilt
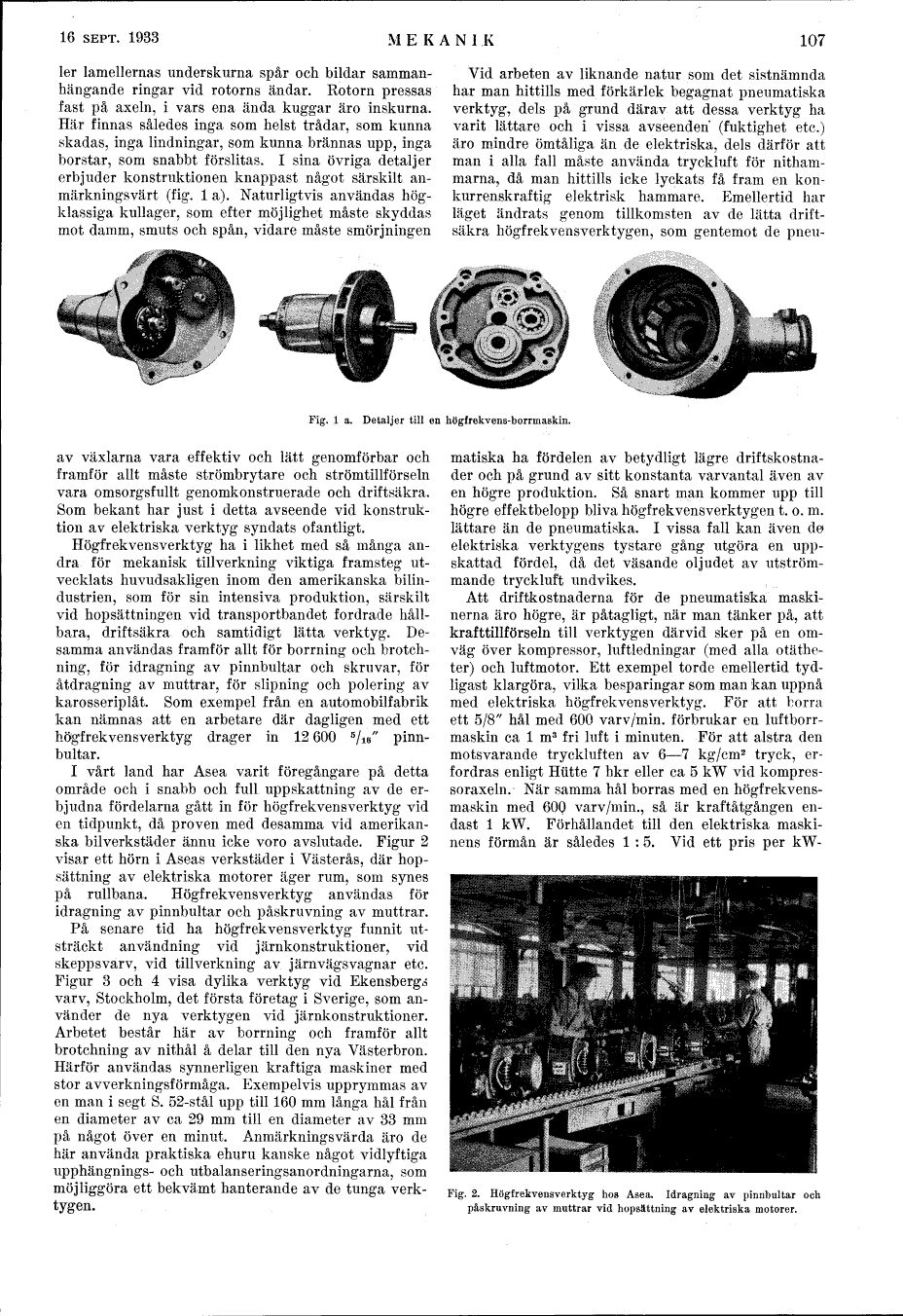
anmärkningsvärt (fig. 1 a). Naturligtvis användas
högklassiga kullager, som efter möjlighet måste skyddas
mot damm, smuts och spån, vidare måste smörjningen
 |
Fig. 1 a. Detaljer till en högfrekvens-borrmaskin.
|
av växlarna vara effektiv och lätt genomförbar och
framför allt måste strömbrytare och strömtillförseln
vara omsorgsfullt genomkonstruerade och driftsäkra.
Som bekant har just i detta avseende vid
konstruktion av elektriska verktyg syndats ofantligt.
Högfrekvensverktyg ha i likhet med så många
andra för mekanisk tillverkning viktiga framsteg
utvecklats huvudsakligen inom den amerikanska
bilindustrien, som för sin intensiva produktion, särskilt
vid hopsättningen vid transportbandet fordrade
hållbara, driftsäkra och samtidigt lätta verktyg.
Desamma användas framför allt för borrning och
brotchning, för idragning av pinnbultar och skruvar, för
åtdragning av muttrar, för slipning och polering av
karosseriplåt. Som exempel från en automobilfabrik
kan nämnas att en arbetare där dagligen med ett
högfrekvensverktyg drager in 12 600 5/16" pinnbultar.
I vårt land har Asea varit föregångare på detta
område och i snabb och full uppskattning av de
erbjudna fördelarna gått in för högfrekvensverktyg vid
en tidpunkt, då proven med desamma vid
amerikanska bilverkstäder ännu icke voro avslutade. Figur 2
visar ett hörn i Aseas verkstäder i Västerås, där
hopsättning av elektriska motorer äger rum, som synes
på rullbana. Högfrekvensverktyg användas för
idragning av pinnbultar och påskruvning av muttrar.
På senare tid ha högfrekvensverktyg funnit
utsträckt användning vid järnkonstruktioner, vid
skeppsvarv, vid tillverkning av järnvägsvagnar etc.
Figur 3 och 4 visa dylika verktyg vid Ekensbergs
varv, Stockholm, det första företag i Sverige, som
använder de nya verktygen vid järnkonstruktioner.
Arbetet består här av borrning och framför allt
brotchning av nithål å delar till den nya Västerbron.
Härför användas synnerligen kraftiga maskiner med
stor avverkningsförmåga. Exempelvis upprymmas av
en man i segt S. 52-stål upp till 160 mm långa hål från
en diameter av ca 29 mm till en diameter av 33 mm
på något över en minut. Anmärkningsvärda äro de
här använda praktiska ehuru kanske något vidlyftiga
upphängnings- och utbalanseringsanordningarna, som
möjliggöra ett bekvämt hanterande av de tunga verktygen.
Vid arbeten av liknande natur som det sistnämnda
har man hittills med förkärlek begagnat pneumatiska
verktyg, dels på grund därav att dessa verktyg ha
varit lättare och i vissa avseenden (fuktighet etc.)
äro mindre ömtåliga än de elektriska, dels därför att
man i alla fall måste använda tryckluft för nithammarna,
då man hittills icke lyckats få fram en
konkurrenskraftig elektrisk hammare. Emellertid har
läget ändrats genom tillkomsten av de lätta
driftsäkra högfrekvensverktygen, som gentemot de
pneumatiska ha fördelen av betydligt lägre driftskostnader
och på grund av sitt konstanta varvantal även av
en högre produktion. Så snart man kommer upp till
högre effektbelopp bliva högfrekvensverktygen t. o. m.
lättare än de Pneumatiska. I vissa fall kan även de
elektriska verktygens tystare gång utgöra en
uppskattad fördel, då det väsande oljudet av
utströmmande tryckluft undvikes.
Att driftkostnaderna för de pneumatiska
maskinerna äro högre, är påtagligt, när man tänker på, att
krafttillförseln till verktygen därvid sker på en
omväg över kompressor, luftledningar (med alla
otätheter) och luftmotor. Ett exempel torde emellertid
tydligast klargöra, vilka besparingar som man kan uppnå
med elektriska högfrekvensverktyg. För att borra
ett 5/8" hål med 600 varv/min, förbrukar en
luftborrmaskin ca 1 m3 fri luft i minuten. För att alstra den
motsvarande tryckluften av 6–7 kg/cm2 tryck,
erfordras enligt Hütte 7 hkr eller ca 5 kW vid
kompressoraxeln. När samma hål borras med en
högfrekvensmaskin med 600 varv/min., så är kraftåtgången
endast 1 kW. Förhållandet till den elektriska
maskinens förmån är således 1:5. Vid ett pris per
|
Fig. 2. Högfrekvensverktyg hos Asea. Idragning av pinnbultar och
påskruvning av muttrar vid hopsättning av elektriska motorer.
|
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:15:18 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1933m/0109.html

