
Full resolution (TIFF) - On this page / på denna sida - Häfte 4. April 1933 - Karl Ringdahl: Svetsningen och klassificeringssällskapen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 APRIL 1933
SKEPPSBYGGNADSKONST
27
Fig. 4.
Fig. 5.
1 - 1- " 1 1
%a vr
Fig. 7.
Fig. 6.
Fig. 9.
hettning till 850 grader och nedsmidning till Vio av tjockleken.
Slagprov, som är ganska besvärligt, föreskrives av Lloyd och Bureau Veritas, men genom olika metoder är o de inte jämförbara.
Mätning av spec. vikten fordras endast av Bureau Veritas. 7,5 fordras.
Prov av elasticitetsmodulen. Endast Svenska fartygsinspektionen. Fordran 20 000 kg/mm2
Provning av grundmaterialet.
Det vanliga skeppsbyggnadsstålet med en brotthållfasthet mellan 41 och 50 kg/mm2 föreskrives. Endast Buerau Veritas undersöker svetsbarheten av grundmaterialet. En värmesträng lägges på ett plåtstycke, och det skall kunna bockas 180° utan att visa sprickor.
Provning av kombinerat svets- och basmaterial.
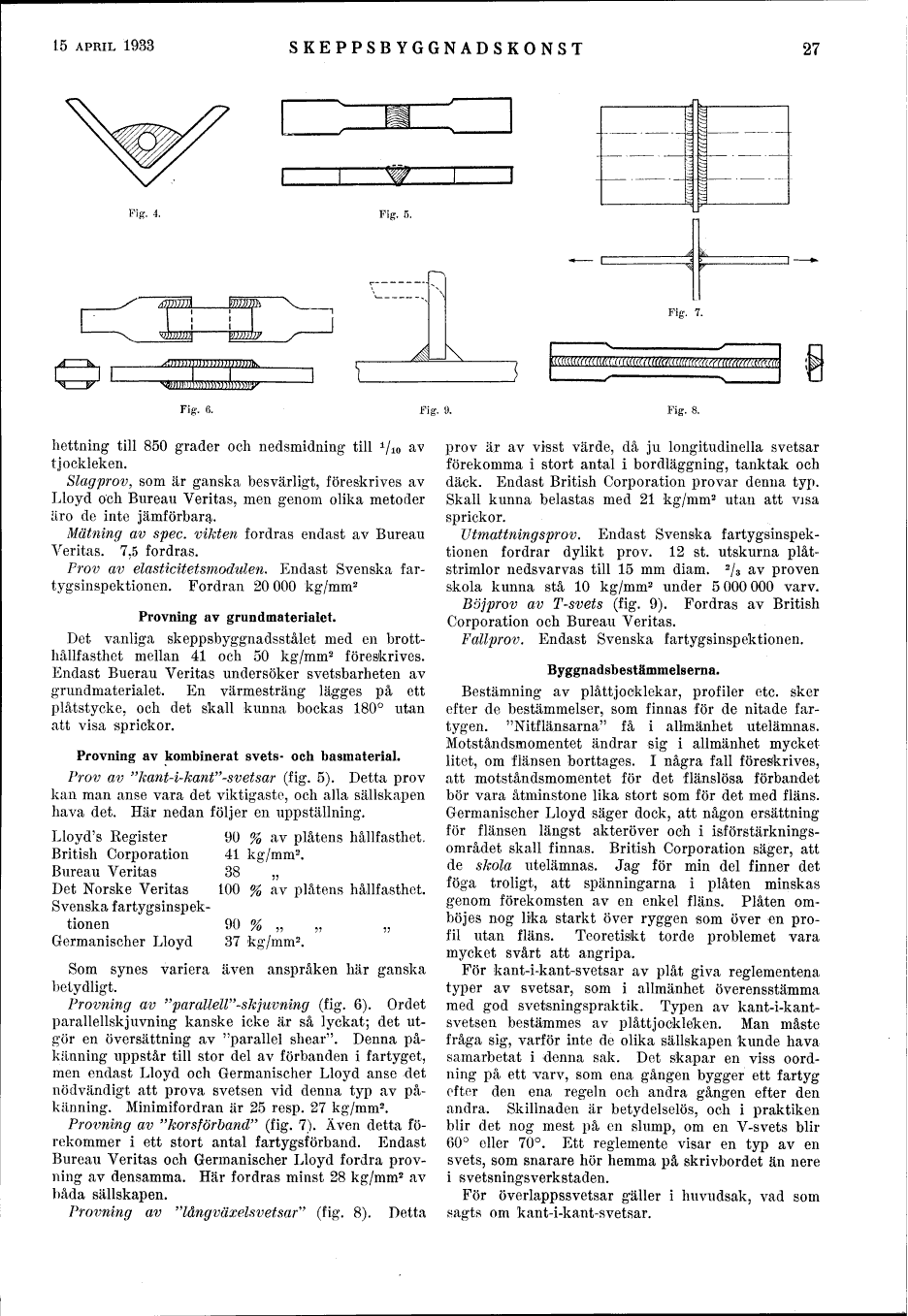
Prov av "kant-i-kant"-sv et sär (f ig. 5). Detta prov kan man anse vara det viktigaste, och alla sällskapen hava det. Här nedan följer en uppställning.
90 % av plåtens hållfasthet, 41 kg/mm2. 38 "
av plåtens hållfasthet.
Lloyd’s Register British Corporation Bureau Veritas Det Norske Veritas 100 Svenska f artygsinspek-
tionen 90 % " " "
Germanischer Lloyd 37 kg/mm2.
Som synes variera även anspråken här ganska betydligt.
Provning av "parallell"-sk juvning (fig. 6). Ordet parallellskjuvning kanske icke är så lyckat; det utgör en översättning av "parallel shear". Denna på-känning uppstår till stor del av förbanden i fartyget, men endast Lloyd och Germanischer Lloyd anse det nödvändigt att prova svetsen vid denna typ av på-känning. Minimifordran är 25 resp. 27 kg/mm2.
Provning av "korsförband" (fig. 7). Även detta förekommer i ett stort antal fartygsförband. Endast Bureau Veritas och Germanischer Lloyd fordra provning av densamma. Här fordras minst 28 kg/mm2 av båda sällskapen.
Provning av "långväxelsvetsar" (fig. 8). Detta
prov är av visst värde, då ju longitudinella svetsar förekomma i stort antal i bordläggning, tanktak och däck. Endast British Corporation provar denna typ. Skall kunna belastas med 21 kg/mm2 utan att visa sprickor.
Vtmattningsprov. Endast Svenska fartygsinspektionen fordrar dylikt prov. 12 st. utskurna plåtstrimlor nedsvarvas till 15 mm diam. 2/3 av proven skola kunna stå 10 kg/mm2 under 5000000 varv.
Bo j prov av T-svets (f ig. 9). Fordras av British Corporation och Bureau Veritas.
Fallprov. Endast Svenska fartygsinspektionen.
Byggnadsbestämmelserna.
Bestämning av plåttjocklekar, profiler etc. sker efter de bestämmelser, som finnas för de nitade fartygen. "Nitflänsarna" få i allmänhet utelämnas. Motståndsmomentet ändrar sig i allmänhet mycket litet, om flänsen borttages. I några fall föreskrives, att motståndsmomentet för det flänslösa förbandet bör vara åtminstone lika stort som för det med fläns. Germanischer Lloyd säger dock, att någon ersättning för flänsen längst akteröver och i isförstärknings-området skall finnas. British Corporation säger, att de skola utelämnas. Jag för min del finner det föga troligt, att spänningarna i plåten minskas genom förekomsten av en enkel fläns. Plåten om-böj es nog lika starkt över ryggen som över en profil utan fläns. Teoretiskt torde problemet vara mycket svårt att angripa.
För kant-i-kant-svetsar av plåt giva reglementena typer av svetsar, som i allmänhet överensstämma med god svetsningspraktik. Typen av kant-i-kant-svetsen bestämmes av plåttjockleken. Man måste fråga sig, varför inte de olika sällskapen kunde hava samarbetat i denna sak. Det skapar en viss oordning på ett varv, som ena gången bygger ett fartyg efter den ena regeln och andra gången efter den andra. Skillnaden är betydelselös, och i praktiken blir det nog mest på en slump, om en V-svets blir 60° eller 70°. Ett reglemente visar en typ av en svets, som snarare hör hemma på skrivbordet än nere i svetsningsverkstaden.
För överlappssvetsar gäller i huvudsak, vad som sagts om kant-i-kant-svetsar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>