
Full resolution (TIFF) - On this page / på denna sida - Häfte 5. Maj 1934 - Några nyare praktiska rön inom järnmalmsanrikningen. Diskussion
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
man en beräkning över kritiska varvtalet enligt vanliga
formler, finner man, att hastigheten i Fosdalen ligger
över kritiska varvtalet. I själva verket ligger den
naturligtvis under, eljest skulle det ej bli möjligt att mala.
Man kan givetvis öka en kvarns kapacitet genom att
öka kulfyllning eller varvtal eller båda. Vid försöken
på högskolan hava vi funnit, att med cylpebs som
malmedel stiger kapaciteten vid en 1-meterskvarn
tillnärmelsevis lineärt ännu vid 52 varv, vilket var endast 5
varv under kritiska varvtalet, som under de rådande
försöksförhållandena var 57 varv.
Bergsingenjör H. Löwenhielm (autoreferat):
Utvecklingen av kulkvarnsmalningen mot högre
avverkning och lägre malningskostnader har, såsom ingenjör
Salwén framhållit, gått två olika vägar. Den ena vägen
består i att öka kulvikten, godsfyllningen och
varvantalet, den andra vägen i förbättrad utmatning genom
kvarnarnas utförande som s. k. siktkvarnar.
På båda dessa vägar kan man komma till mycket höga
avverkningssiffror, men det finns väsentliga olikheter
mellan dem i flera avseenden, som gör, att den senare
vägen i många fall erbjuder viktiga fördelar framför
den förra.
Den första vägen är naturligtvis enklast att slå in
på, om man vill driva upp avverkningen. Har man en
tillräckligt stark kulkvarnsmotor, behöver man
egentligen bara öka kul vikten i tillräcklig grad och helst även
varvantalet genom att sätta in ett större kuggdrev på
kvarnens mellanaxel eller vid remdrift ändra på skivorna.
Metoden har emellertid nackdelar. Den kräver för
det första kraftigare motorer, än kulkvarnarna i regel
äro utrustade med, den medför även ökad belastning på
lager och växlar, och den ger en relativt hög procent av
de finaste kornklasserna (= hög slamhalt) i det
utmatade godset.
I jämförelse härmed ge siktkvarnarna vid motsvarande
avverkning låg belastning på motorer, lager och
växlar, låg kraftförbrukning och obetydlig slambildning
hos utmatat gods.
Men siktkvarnar ha ytterligare en fördel, som
hittills ej torde ha beaktats i tillräcklig grad i vårt land,
det går mycket bra att köra en siktkvarn i direkt
sluten krets även vid hög avverkning, vilket däremot ej går
lika bra med en Gröndalskvarn, åtminstone vid
anrikning av järnmalmer. Om en Gröndalskvarn i sluten
krets köres så gott som full med gods, såsom fallet är
vid högre avverkning, får kvarnen lätt benägenhet för
att fylla sig med returgods, och då är det slut med den
höga avverkningen.
Vid siktvarnar åter, som om de köras rätt, arbeta med
låg godsfyllning, föreligger ej denna risk i besvärande
grad, och i varje fall kan den behärskas genom lämplig
avvägning av relationen mellan stora och små kulor i
kvarnen. En olägenhet vid körning av siktkvarnar i
direkt sluten krets har hittills varit, att den cirkulerande
belastningen har tendens att bli mycket hög, och att den
ökar vid större avverkning och längre driven
nedmalning i kvarnen. Detta beror på att
utmatningsöppningarna för godset på grund av konstruktiva
svårigheter varit för rikligt dimensionerade, och att därför
returgodset lämnat kvarnen alltför hastigt utan att ha
undergått en tillräcklig ytterligare nedmalning.
Konsekvensen har blivit, att mycket kraftiga
returanordningar fordras för att återföra den cirkulerande
belastningen till kvarnen, och i Amerika har man på
denna väg kommit fram till verkliga jättedimensioner
på de classifiers, som i regel användas för
åstadkommande av den slutna kretsen och samtidigt avskiljande
av färdigmalt gods. Det har gått så långt, att classifiern
i vissa fall blivit ett större maskineri än själva
kvarnen, och att den cirkulerande belastningen vid en
Allis-Chalmerskvarn i ett nyligen omnämnt fall beräknades
till 1 800 % av nyinmatat gods eller till ca 11 000 ton
pr dygn (Wright Hargreaves Mines, Kirkland Lake).
En dylik utveckling har sannolikt gått till överdrift,
men den bör observeras såsom ett bevis på den stora be
tydelse, man tillmäter målning i sluten krets i Amerika.
I och för sig kan den cirkulerande belastningen
knappast öka en kvarns avverkning, ehuru den säkerligen
utövar ett välgörande inflytande speciellt vid siktkvarnar
genom att utjämna kortvariga belastningsvariationer, så
att kvarnen ej den ena minuten arbetar med för
mycket gods och i nästa med för litet, men för övrigt måste
man nog anse, att den cirkulerande belastningens
storlek närmast är ett uttryck för den hastighet, varmed
även det färdigmalda godset lämnar kvarnen.
Idealet för en siktkvarnskonstruktion vore, om den
kunde utföras så, att endast färdigmalt gods ginge ut ur
kvarnen, och detta omedelbart sedan godset uppnått
erforderlig nedkrossning. I praktiken är ett dylikt
idealtillstånd givetvis omöjligt att uppnå.
Ingenjör Salwén omnämnde i sitt föredrag en
siktkvarnskonstruktion, som kommit till användning vid
ombyggnad av en Gröndalskvarn i Grängesberg och två
Gröndalskvarnar i Långnäs anrikningsverk. Någon
närmare beskrivning av konstruktionen kan f. n. ej
lämnas, jag kan endast nämna, att godset matas ut
genom relativt små koniska hål av rund form, som äro
uppborrade i siktplattor belägna utefter periferien vid
utmatningsändan av kvarnen. Konstruktionen innebär,
att en verklig sikt blivit inbyggd direkt mot kvarnens
malrum och placerad så nära omkretsen som möjligt.
Givetvis kan man inte i regel gå ner med hålstorleken
så långt, att endast färdigmalt gods matas ut, men
konstruktionen medger i alla fall en stark begränsning
av den cirkulerande belastningens storlek vid körning
i direkt sluten krets, samtidigt som den visat sig vara
effektiv i fråga om utmatningen av färdigmalt gods.
Om man kan hålla den cirkulerande belastningen nere
i rimliga värden, kan man också använda relativt enkla
och billiga anordningar för åstadkommande av den
slutna kretsen.
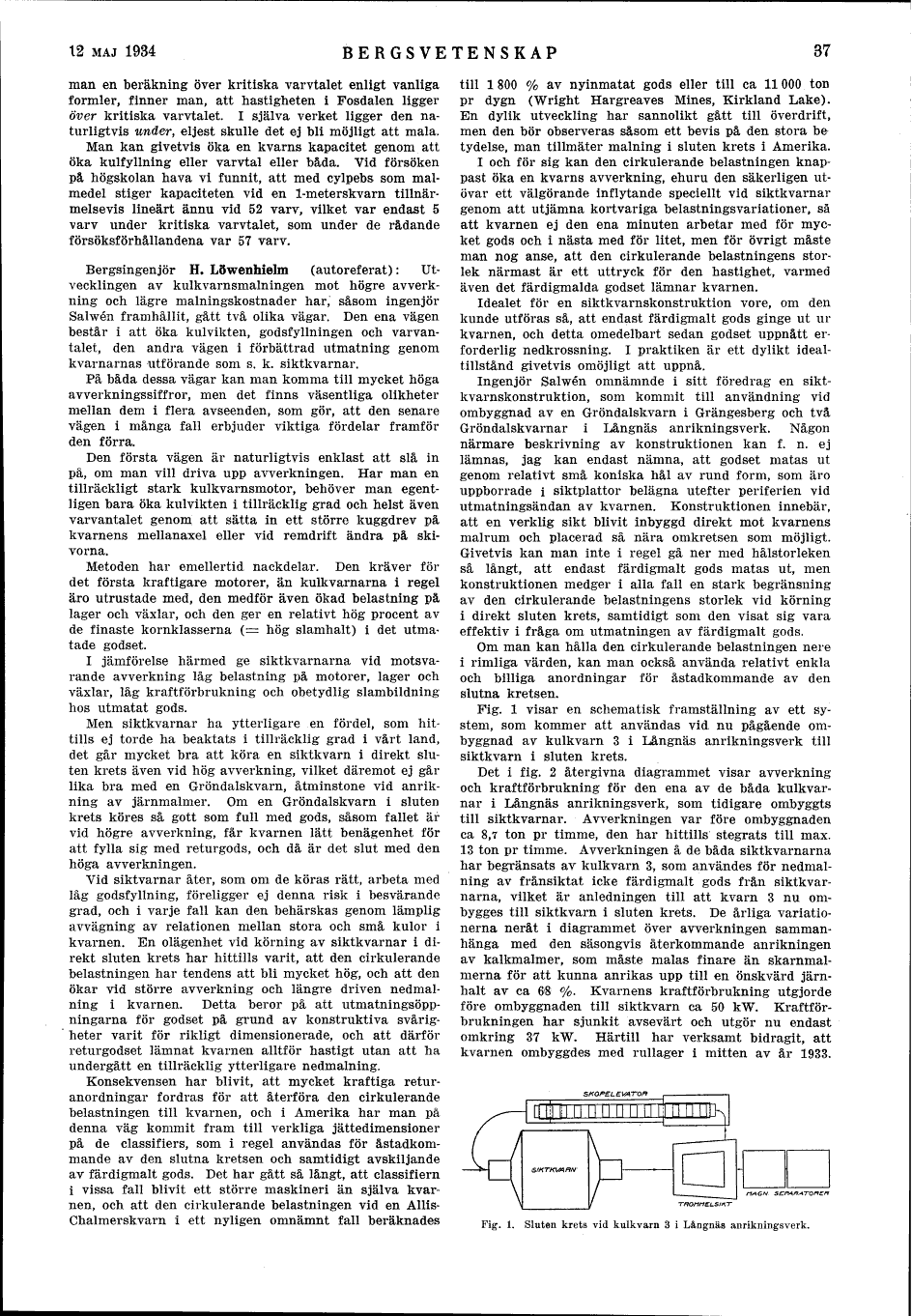
Fig. 1 visar en schematisk framställning av ett
system, som kommer att användas vid, nu pågående
ombyggnad av kulkvarn 3 i Långnäs anrikningsverk till
siktkvarn i sluten krets.
Det i fig. 2 återgivna diagrammet visar avverkning
och kraftförbrukning för den ena av de båda
kulkvarnar i Långnäs anrikningsverk, som tidigare ombyggts
till siktkvarnar. Avverkningen var före ombyggnaden
ca 8,7 ton pr timme, den har hittills stegrats till max.
13 ton pr timme. Avverkningen å de båda siktkvarnarna
har begränsats av kulkvarn 3, som användes för
nedmalning av frånsiktat icke färdigmalt gods från
siktkvarnarna, vilket är anledningen till att kvarn 3 nu
ombygges till siktkvarn i sluten krets. De årliga
variationerna neråt i diagrammet över avverkningen
sammanhänga med den säsongvis återkommande anrikningen
av kalkmalmer, som måste malas finare än
skarnmalmerna för att kunna anrikas upp till en önskvärd
järnhalt av ca 68 %. Kvarnens kraftförbrukning utgjorde
före ombyggnaden till siktkvarn ca 50 kW.
Kraftförbrukningen har sjunkit avsevärt och utgör nu endast
omkring 37 kW. Härtill har verksamt bidragit, att
kvarnen ombyggdes med rullager i mitten av år 1933.
 |
Fig. 1. Sluten krets vid kulkvarn 3 i Långnäs anrikningsverk. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>