
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 9. Sept. 1934
- Hjalmar Dahl: Några moderna pressverktyg för massfabrikation
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
Fig. 1.
|
|
Fig. 2 och 3.
|
och E1. Dessa stålbackar pressas vid stanshållarens
nedgång mot varandra med tillhjälp av två
snedskurna backar K, som äro fästade i stanshållaren
medels var sin hållare O. När stanshållaren är på
gång uppåt, pressas backarna C och D isär medels
spiralfjädrarna Q. Själva stansen, som har cylindriskt
fäste, är betecknad med G. Två låsringar I
begränsa stansens rörelse nedåt vid hållarens gång
uppåt.
Vid tillverkning av klammern i fig. 4 förfares på
följande sätt: Bandjärn (kolhalt 0,10–0,15 %) av
dimensionerna 1"/16 × 1" avklippes och hålstansas på
vanligt sätt i ett serieverktyg och inmatas i en ränna
å backarna C och D fram mot stoppet F, som in
justeras så, att de båda hålen vid färdigpressad klammer
ligga mitt för varandra; detta sker genom provpressningar.
När bandjärnsstycket inlagts i rätt läge,
U-bockas det vid stanshållarens gång nedåt, varvid
formpinnen J pressas ned av fjädrarna H tills
stoppet L nås. Detta läge visas i fig. 2 och 3. Vid
pressens fortsatta nedåtgång sammanpressas fjäd-rarna
H, de båda backarna K komma i kontakt med
stålbackarna C och D, vilka pressas mot varandra
och forma klammern färdig runt pinnen J. När
hållaren B går uppåt, glida C och D isär mot stoppen
M, lämnande plats för pinnen J med därå sittande
färdiga klämmer. Då pressat material alltid har en
viss benägenhet att fjädra tillbaka, kan klammern
lätt avdragas för hand eller med en automatisk utkastare.
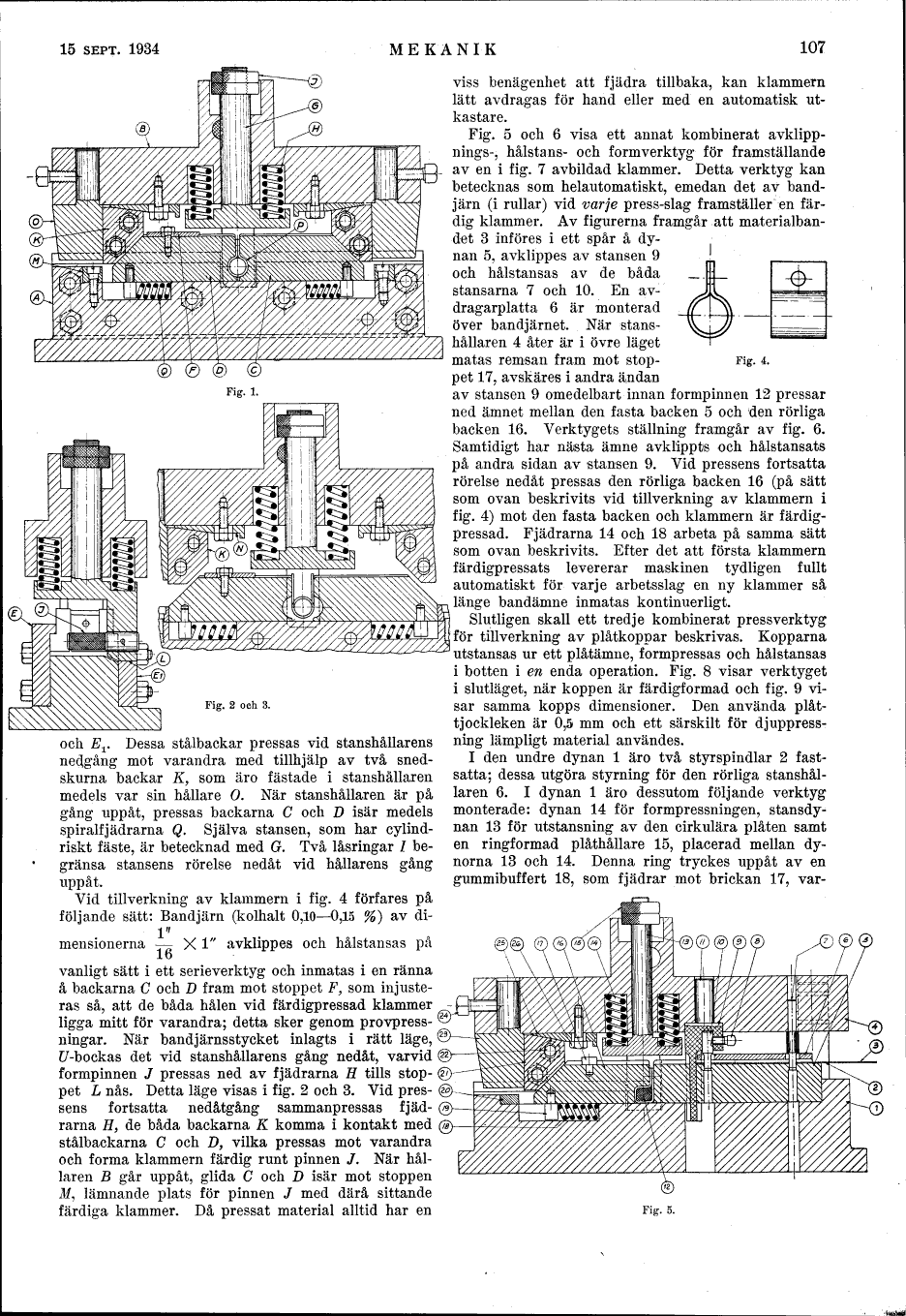
Fig. 5 och 6 visa ett annat kombinerat avklippnings-,
hålstans- och formverktyg för framställande
av en i fig. 7 avbildad klämmer. Detta verktyg kan
betecknas som helautomatiskt, emedan det av
bandjärn (i rullar) vid varje press-slag framställer en
färdig klämmer. Av figurerna framgår att materialbandet
3 införes i ett spår ådynan 5, avklippes av stansen 9
och hålstansas av de båda stansarna 7 och 10. En
avdragarplatta 6 är monterad över bandjärnet. När
stanshållaren 4 åter är i övre läget matas remsan fram mot
|
Fig. 4.
|
stoppet 17, avskäres i andra ändan
av stansen 9 omedelbart innan formpinnen 12 pressar
ned ämnet mellan den fasta backen 5 och den rörliga
backen 16. Verktygets ställning framgår av fig. 6.
Samtidigt har nästa ämne avklippts och hålstansats
på andra sidan av stansen 9. Vid pressens fortsatta
rörelse nedåt pressas den rörliga backen 16 (på sätt
som ovan beskrivits vid tillverkning av klammern i
fig. 4) mot den fasta backen och klammern är
färdigpressad. Fjädrarna 14 och 18 arbeta på samma sätt
som ovan beskrivits. Efter det att första klammern
färdigpressats levererar maskinen tydligen fullt
automatiskt för varje arbetsslag en ny klämmer så
länge bandämne inmatas kontinuerligt.
Slutligen skall ett tredje kombinerat pressverktyg
för tillverkning av plåtkoppar beskrivas. Kopparna
utstansas ur ett plåtämne, formpressas och hålstansas
i botten i en enda operation. Fig. 8 visar verktyget
i slutläget, när koppen är färdigformad och fig. 9
visar samma kopps dimensioner. Den använda
plåttjockleken är 0,5 mm och ett särskilt för
djuppressning lämpligt material användes.
I den undre dynan l äro två styrspindlar 2
fastsatta; dessa utgöra styrning för den rörliga
stanshållaren 6. I dynan l äro dessutom följande verktyg
monterade: dynan 14 för formpressningen,
stansdynan 13 för utstansning av den cirkulära plåten samt
en ringformad plåthållare 15, placerad mellan
dynorna 13 och 14. Denna ring tryckes uppåt av en
gummibuffert 18, som fjädrar mot brickan 17,
|
Fig. 5.
|
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:16:40 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1934m/0109.html

