
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 12. Dec. 1934
- Ragnar Woxén: Förhållandet mellan bearbetningstid och total produktionstid per arbetsstycke vid några vanliga verktygsmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
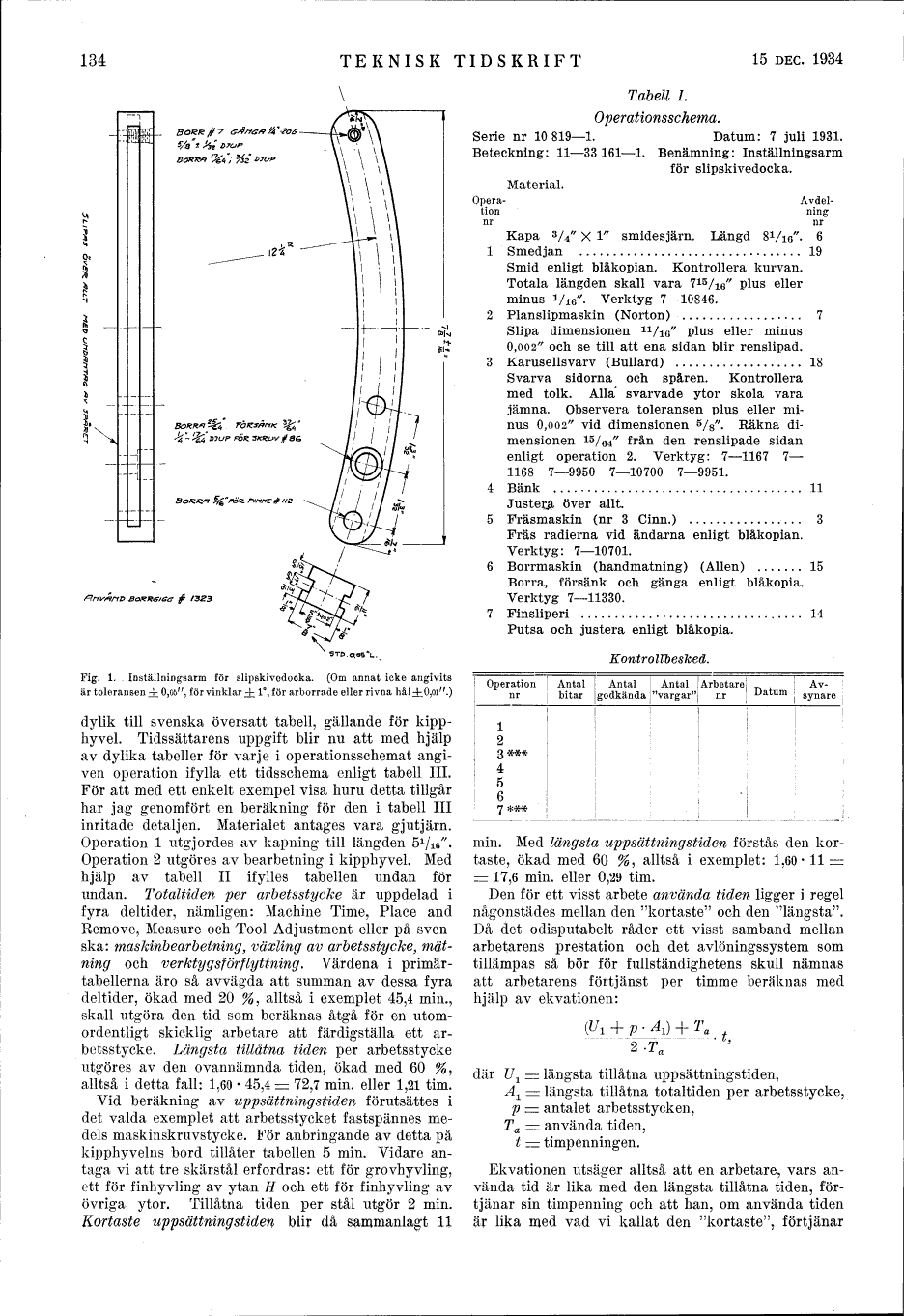
Fig. 1. Inställningsarm för slipskivedocka. (Om annat icke angivits
är toleransen ± 0,05", för vinklar ± 1°, för arborrade eller rivna hål ± 0,01".)
|
dylik till svenska översatt tabell, gällande för
kipphyvel. Tidssättarens uppgift blir nu att med hjälp
av dylika tabeller för varje i operationsschemat
angiven operation ifylla ett tidsschema enligt tabell III.
För att med ett enkelt exempel visa huru detta tillgår
har jag genomfört en beräkning för den i tabell III
inritade detaljen. Materialet antages vara gjutjärn.
Operation 1 utgjordes av kapning till längden 5 1/16".
Operation 2 utgöres av bearbetning i kipphyvel. Med
hjälp av tabell II ifylles tabellen undan för
undan. Totaltiden per arbetsstycke är uppdelad i
fyra deltider, nämligen: Machine Time, Place and
Remove, Measure och Tool Adjustment eller på
svenska: maskinbearbetning, växling av arbetsstycke,
mätning och verktygsförflyttning. Värdena i
primärtabellerna äro så avvägda att summan av dessa fyra
deltider, ökad med 20 %, alltså i exemplet 45,4 min.,
skall utgöra den tid som beräknas åtgå för en
utomordentligt skicklig arbetare att färdigställa ett
arbetsstycke. Längsta tillåtna tiden per arbetsstycke
utgöres av den ovannämnda tiden, ökad med 60 %,
alltså i detta fall: 1,60 · 45,4 = 72,7 min. eller 1,21 tim.
Vid beräkning av uppsättningstiden förutsattes i
det valda exemplet att arbetsstycket fastspännes
medels maskinskruvstycke. För anbringande av detta på
kipphyvelns bord tillåter tabellen 5 min. Vidare
antaga vi att tre skärstål erfordras: ett för grovhyvling,
ett för finhyvling av ytan H och ett för finhyvling av
övriga ytor. Tillåtna tiden per stål utgör 2 min.
Kortaste uppsättningstiden blir då sammanlagt 11 min.
Tabell I.
Operationsschema.</table>
| Serie nr 10 819–1. | Datum: 7 juli 1931. |
| Beteckning: 11—33 161—1. | Benämning: Inställningsarm
för slipskivedocka. |
| | Material. |
Opera-
tion
nr | | Avdel-
ning
nr |
| Kapa 3/4" × 1" smidesjärn. Längd 8 1/16". | 6 |
| 1 | Smedjan | 19 |
| Smid enligt blåkopian. Kontrollera kurvan.
Totala längden skall vara 7 15/16" plus eller
minus 1/16". Verktyg 7–10846. | |
| 2 | Planslipmaskin (Norton) | 7 |
| Slipa dimensionen 11/16" plus eller minus
0,002" och se till att ena sidan blir renslipad. |
| 3 | Karusellsvarv (Bullard) | 18 |
| Svarva sidorna och spåren. Kontrollera
med tolk. Alla svarvade ytor skola vara
jämna. Observera toleransen plus eller
minus 0,002" vid dimensionen 5/8". Räkna
dimensionen 15/64" från den renslipade sidan
enligt operation 2. Verktyg: 7–1167
7–1168 7–9950 7–10700 7–9951. | |
| 4 | Bänk | 11 |
| Justera över allt. |
| 5 | Fräsmaskin (nr 3 Cinn.) | 3 |
| Fräs radierna vid ändarna enligt blåkopian.
Verktyg: 7–10701. |
| 6 | Borrmaskin (handmatning) (Allen) | 15 |
| | Borra, försänk och gänga enligt blåkopia.
Verktyg 7–11330. |
| 7 | Finsliperi | 14 |
| Putsa och justera enligt blåkopia. |
Kontrollbesked.</table>
Operation
nr | | | Antal
bitar | | | Antal
godkända | | | Antal
"vargar" | | | Datum | | | Avsynare
| | —————————————————————————————————————————————————— |
| 1 | | | | | | | | | | | | | | | |
| 2 | | | | | | | | | | | | | | | |
| 3*** | | | | | | | | | | | | | | | |
| 4 | | | | | | | | | | | | | | | |
| 5 | | | | | | | | | | | | | | | |
| 6 | | | | | | | | | | | | | | | |
| 7*** | | | | | | | | | | | | | | | |
|
Med längsta uppsättningstiden förstås den
kortaste, ökad med 60 %, alltså i exemplet:
1,60 · 11 = 17,6 min. eller 0,29 tim.
Den för ett visst arbete använda tiden ligger i regel
någonstädes mellan den "kortaste" och den "längsta".
Då det odisputabelt råder ett visst samband mellan
arbetarens prestation och det avlöningssystem som
tillämpas så bör för fullständighetens skull nämnas
att arbetarens förtjänst per timme beräknas med
hjälp av ekvationen:
| (U1 + p · A1) + Ta | · t , |
| —————————————————— |
| 2 · Ta |
| där U1 | = längsta tillåtna uppsättningstiden, |
| A1 | = längsta tillåtna totaltiden per arbetsstycke, |
| p | = antalet arbetsstycken, |
| Ta | = använda tiden, |
| t | = timpenningen. |
Ekvationen utsäger alltså att en arbetare, vars
använda tid är lika med den längsta tillåtna tiden,
förtjänar sin timpenning och att han, om använda tiden
är lika med vad vi kallat den "kortaste", förtjänar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:16:40 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1934m/0136.html


| |