
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 23 mars 1935 - Kontroll vid bågsvetsning, av Otto Hallström
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
varigenom elektrodens eventuella benägenhet att
bilda blåsor kommer i dagen redan vid
elektrodprovet. Bildas blåsor på grund av svetsningsfel, bör
detta även bliva fallet vid svetsareprovet.
4) Bindningsfel äro helt och hållet att tillskriva
svetsaren, som icke bevakar att fogytan blir
nedsmält, och att det smälta svetsmaterialet icke
anbringas just i det i fogytan bildade smältbadet. En
ofta försvårande omständighet vid strävan att erhålla
god bindning äro magnetstörningar, som gör bågen
fladdrande, varigenom bildandet av smältbad å avsett
ställe i grundmaterialet försvåras. När i sådant fall
en droppe från elektroden faller ner, förefinnas stora
möjligheter för att den hamnar bredvid smältbadet
och på så sätt icke legerar sig med grundmaterialet.
Dessa fel, som äro att betrakta som mycket allvarliga
tillhör svetsarens yrkesskicklighet att undvika och
svetsareproven skola giva utslag härom.
5) Inträngningsfel och bindningsfel kunna till sin
natur betraktas tämligen lika och man brukar nog även
giva dessa den gemensamma benämningen
bindningsfel. Då emellertid deras orsaker till sin karaktär äro
vitt skilda, kan det anses lämpligt att göra en
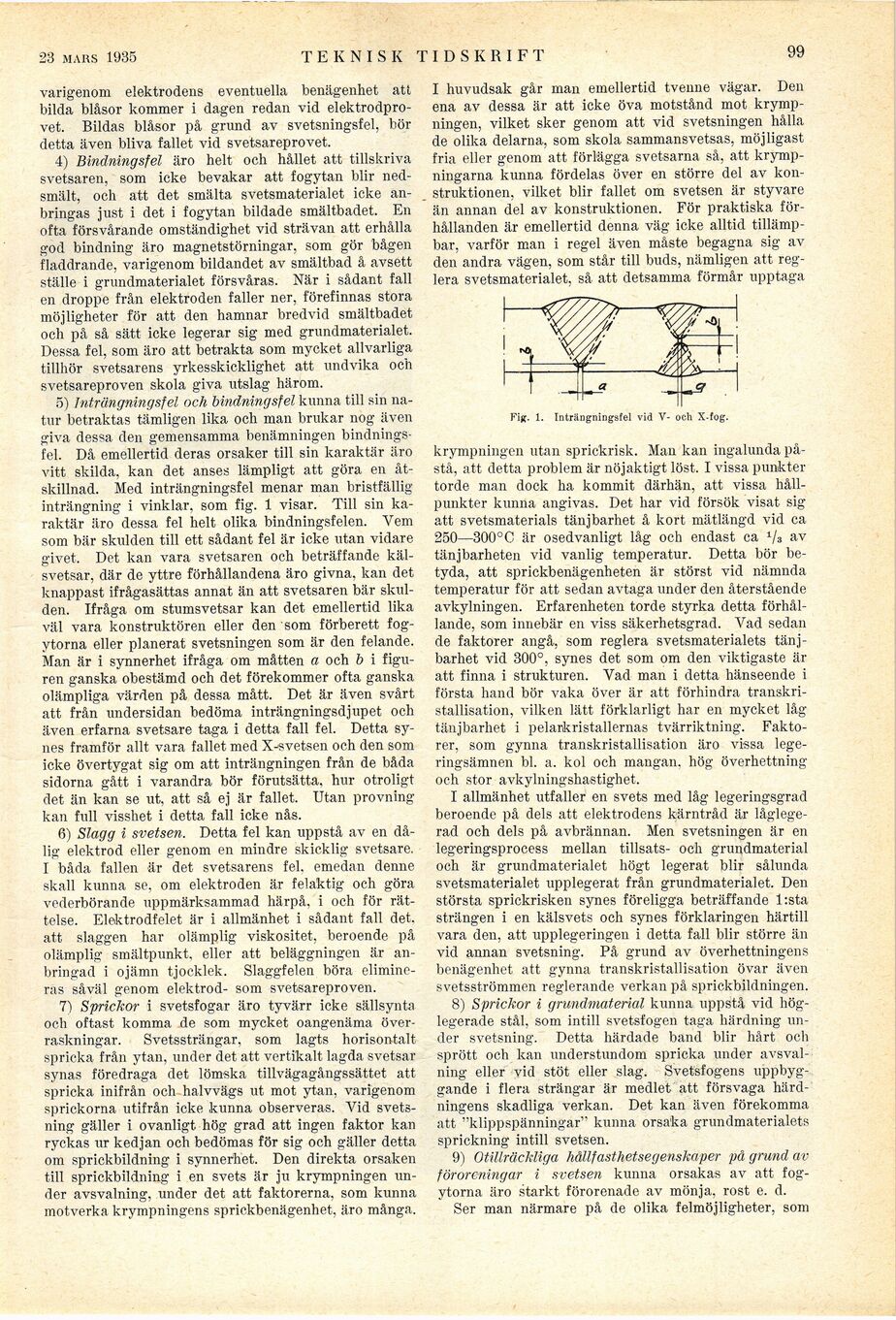
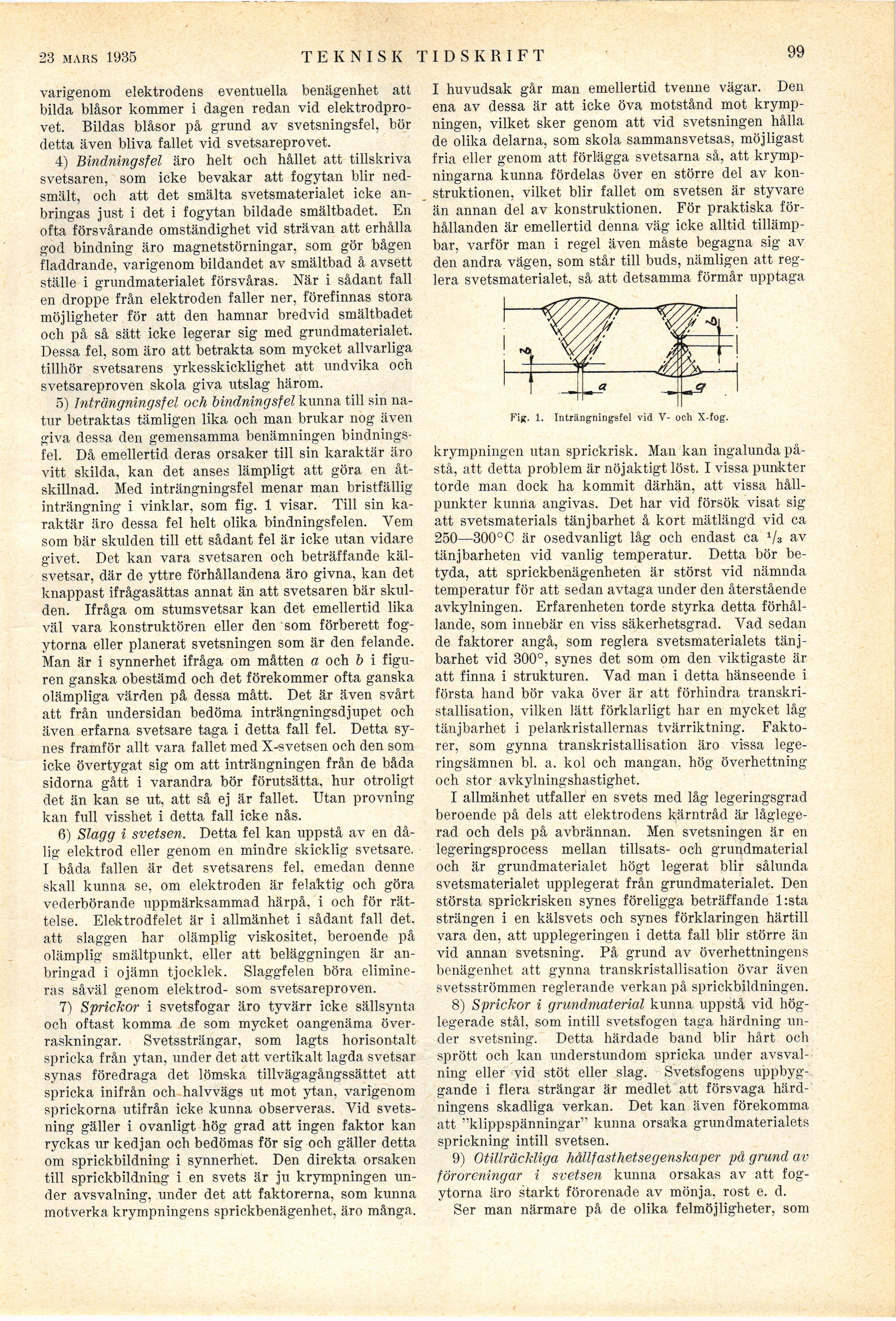
åtskillnad. Med inträngningsfel menar man bristfällig
inträngning i vinklar, som fig. 1 visar. Till sin
karaktär äro dessa fel helt olika bindningsfelen. Vem
som bär skulden till ett sådant fel är icke utan vidare
givet. Det kan vara svetsaren och beträffande
kälsvetsar, där de yttre förhållandena äro givna, kan det
knappast ifrågasättas annat än att svetsaren bär
skulden. Ifråga om stumsvetsar kan det emellertid lika
väl vara konstruktören eller den som förberett
fogytorna eller planerat svetsningen som är den felande.
Man är i synnerhet ifråga om måtten a och b i
figuren ganska obestämd och det förekommer ofta ganska
olämpliga värden på dessa mått. Det är även svårt
att från undersidan bedöma inträngningsdjupet och
även erfarna svetsare taga i detta fall fel. Detta
synes framför allt vara fallet med X-svetsen och den som
icke övertygat sig om att inträngningen från de båda
sidorna gått i varandra bör förutsätta, hur otroligt
det än kan se ut, att så ej är fallet. Utan provning
kan full visshet i detta fall icke nås.
6) Slagg i svetsen. Detta fel kan uppstå av en
dålig elektrod eller genom en mindre skicklig svetsare.
I båda fallen är det svetsarens fel, emedan denne
skall kunna se, om elektroden är felaktig och göra
vederbörande uppmärksammad härpå, i och för
rättelse. Elektrodfelet är i allmänhet i sådant fall det,
att slaggen har olämplig viskositet, beroende på
olämplig smältpunkt, eller att beläggningen är
anbringad i ojämn tjocklek. Slaggfelen böra
elimineras såväl genom elektrod- som svetsareproven.
7) Sprickor i svetsfogar äro tyvärr icke sällsynta
och oftast komma de som mycket oangenäma
överraskningar. Svetssträngar, som lagts horisontalt
spricka från ytan, under det att vertikalt lagda svetsar
synas föredraga det lömska tillvägagångssättet att
spricka inifrån och halvvägs ut mot ytan, varigenom
sprickorna utifrån icke kunna observeras. Vid
svetsning gäller i ovanligt hög grad att ingen faktor kan
ryckas ur kedjan och bedömas för sig och gäller detta
om sprickbildning i synnerhet. Den direkta orsaken
till sprickbildning i en svets är ju krympningen
under avsvalning, under det att faktorerna, som kunna
motverka krympningens sprickbenägenhet, äro många.
I huvudsak går man emellertid tvenne vägar. Den
ena av dessa är att icke öva motstånd mot
krympningen, vilket sker genom att vid svetsningen hålla
de olika delarna, som skola sammansvetsas, möjligast
fria eller genom att förlägga svetsarna så, att
krympningarna kunna fördelas över en större del av
konstruktionen, vilket blir fallet om svetsen är styvare
än annan del av konstruktionen. För praktiska
förhållanden är emellertid denna väg icke alltid
tillämpbar, varför man i regel även måste begagna sig av
den andra vägen, som står till buds, nämligen att
reglera svetsmaterialet, så att detsamma förmår upptaga
 |
| Fig. 1. Inträngningsfel vid V- och X-fog. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}