
Full resolution (JPEG)
- On this page / på denna sida
- Häfte 12. 23 mars 1935
- Den elektriska svetsningens användning inom Asea, av Gösta Hall
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
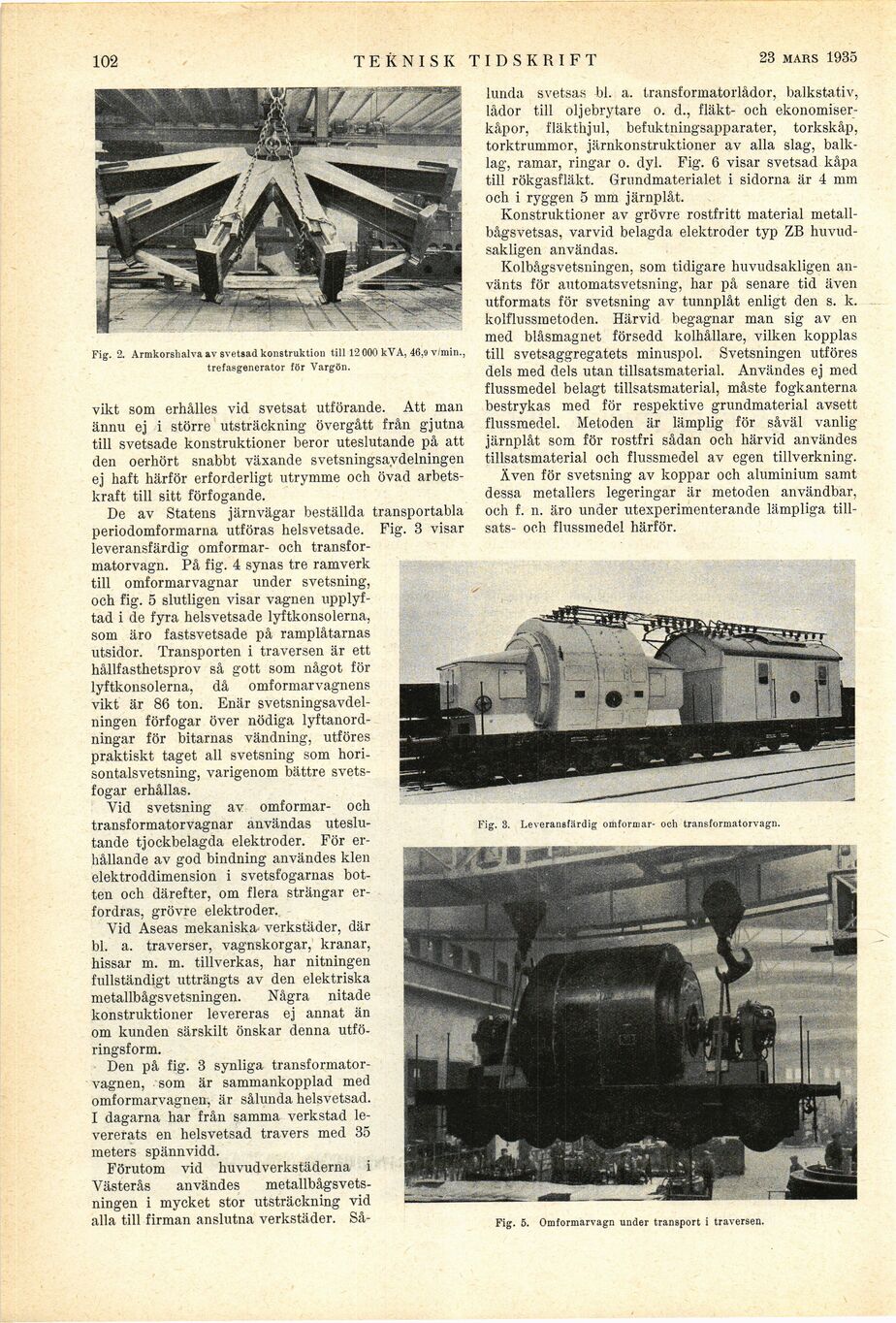
Fig. 2. Armkorshaiva av svetsad konstruktion till 12 000 kVA, 46,9 v/min.,
trefasgenerator för Vargön. |
vikt som erhålles vid svetsat utförande. Att man
ännu ej i större utsträckning övergått från gjutna
till svetsade konstruktioner beror uteslutande på att
den oerhört snabbt växande svetsningsavdelningen
ej haft härför erforderligt utrymme och övad
arbetskraft till sitt förfogande.
De av Statens järnvägar beställda transportabla
periodomformarna utföras helsvetsade. Fig. 3 visar
leveransfärdig omformar- och
transformatorvagn. På fig. 4 synas tre ramverk
till omformarvagnar under svetsning,
och fig. 5 slutligen visar vagnen
upplyftad i de fyra helsvetsade lyftkonsolerna,
som äro fastsvetsade på ramplåtarnas
utsidor. Transporten i traversen är ett
hållfasthetsprov så gott som något för
lyftkonsolerna, då omformarvagnens
vikt är 86 ton. Enär
svetsningsavdelningen förfogar över nödiga
lyftanordningar för bitarnas vändning, utföres
praktiskt taget all svetsning som
horisontalsvetsning, varigenom bättre
svetsfogar erhållas.
Vid svetsning av omformar- och
transformatorvagnar användas
uteslutande tjockbelagda elektroder. För
erhållande av god bindning användes klen
elektroddimension i svetsfogarnas
botten och därefter, om flera strängar
erfordras, grövre elektroder.
Vid Aseas mekaniska verkstäder, där
bl. a. traverser, vagnskorgar, kranar,
hissar m. m. tillverkas, har nitningen
fullständigt utträngts av den elektriska
metallbågsvetsningen. Några nitade
konstruktioner levereras ej annat än
om kunden särskilt önskar denna
utföringsform.
Den på fig. 3 synliga
transformatorvagnen, som är sammankopplad med
omformarvagnen, är sålunda helsvetsad.
I dagarna har från samma verkstad
levererats en helsvetsad travers med 35
meters spännvidd.
Förutom vid huvudverkstäderna i
Västerås användes
metallbågsvetsningen i mycket stor utsträckning vid
alla till firman anslutna verkstäder.
Sålunda svetsas bl. a. transformatorlådor, balkstativ,
lådor till oljebrytare o. d., fläkt- och
ekonomiserkåpor, fläkthjul, befuktningsapparater, torkskåp,
torktrummor, järnkonstruktioner av alla slag,
balklag, ramar, ringar o. dyl. Fig. 6 visar svetsad kåpa
till rökgasfläkt. Grundmaterialet i sidorna är 4 mm
och i ryggen 5 mm järnplåt.
Konstruktioner av grövre rostfritt material
metallbågsvetsas, varvid belagda elektroder typ ZB
huvudsakligen användas.
Kolbågsvetsningen, som tidigare huvudsakligen
använts för automatsvetsning, har på senare tid även
utformats för svetsning av tunnplåt enligt den s. k.
kolflussmetoden. Härvid begagnar man sig av en
med blåsmagnet försedd kolhållare, vilken kopplas
till svetsaggregatets minuspol. Svetsningen utföres
dels med dels utan tillsatsmaterial. Användes ej med
flussmedel belagt tillsatsmaterial, måste fogkanterna
bestrykas med för respektive grundmaterial avsett
flussmedel. Metoden är lämplig för såväl vanlig
järnplåt som för rostfri sådan och härvid användes
tillsatsmaterial och flussmedel av egen tillverkning.
Även för svetsning av koppar och aluminium samt
dessa metallers legeringar är metoden användbar,
och f. n. äro under utexperimenterande lämpliga
tillsats- och flussmedel härför.
|
| Fig. 3. Leveransfärdig omformar- och transformatorvagn. |
|
| Fig. 5. Omformarvagn under transport i traversen. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:17:08 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1935a/0112.html


{kind=link}