
Full resolution (JPEG)
- On this page / på denna sida
- Häfte 12. 23 mars 1935
- Svetsning av flygplanskonstruktioner, av Henry Kjellson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
endast vid viktiga
anslutningspunkter (t. e. aa för
övervingens infästning, bb
och cc för
motorfundamentets anslutning, cc och dd
för landningsställets
anslutning, ee och ff för
undervingens anslutning
samt gg för
stabiliseringsytornas rätta läge i
förhållande till vingstället),
under det att strävornas
placering i kroppen ej fordrar
samma grad av
noggrannhet, varför toleranser av
0,5 à 1 mm kunna tillåtas.
Vid en av smärre element
uppbyggd kropp måste
emellertid rörlängderna
med sina ändstycken och
knutpunktsbeslag vara
utförda med en synnerligen
liten tolerans, för att ej hela kroppens form skall
äventyras. Dessutom måste en noggrann passning i
förbanden vid bultar och i hål förefinnas för att förhindra
glappning och därmed följande snabb uppnötning.
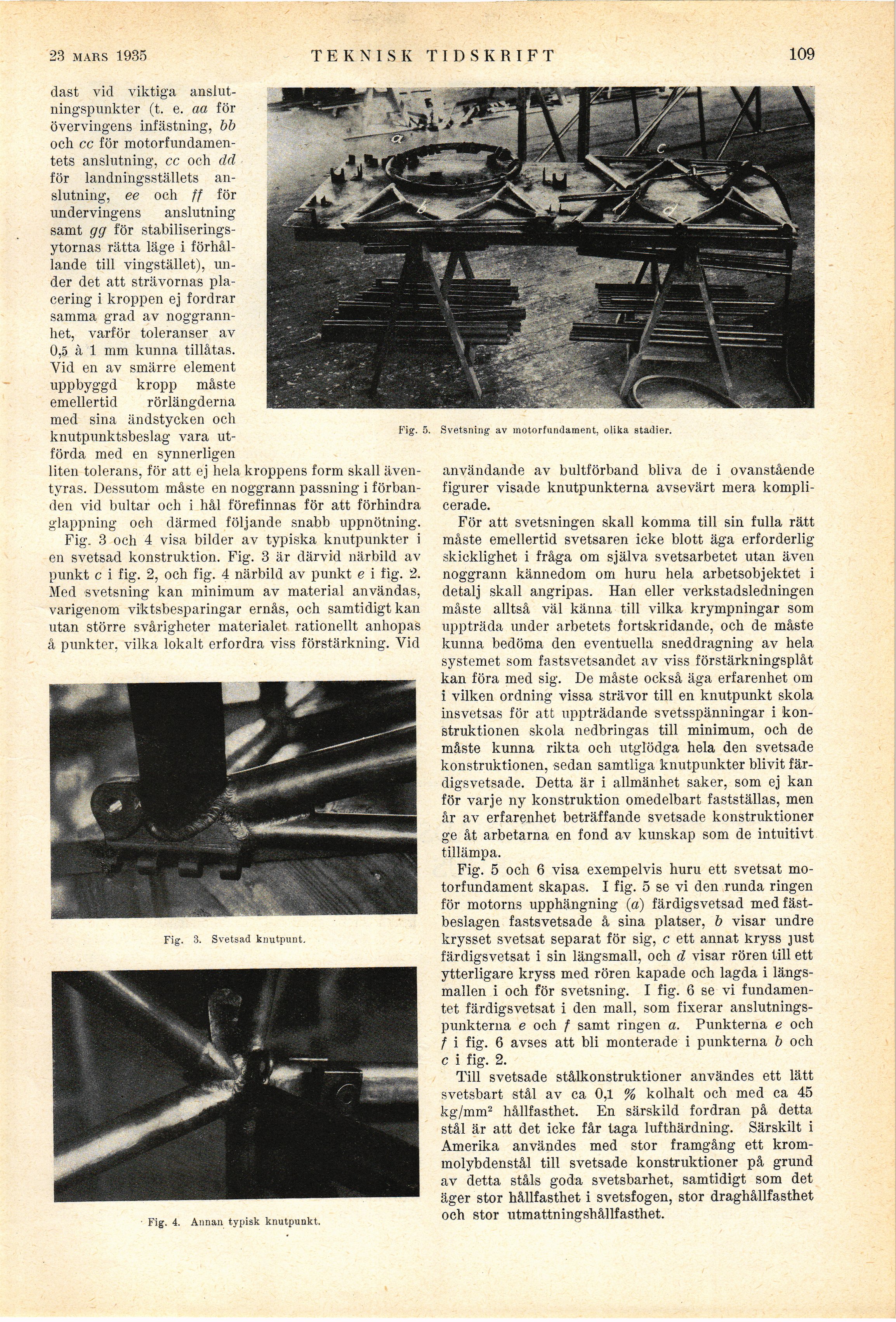
Fig. 3 och 4 visa bilder av typiska knutpunkter i
en svetsad konstruktion. Fig. 3 är därvid närbild av
punkt c i fig. 2, och fig. 4 närbild av punkt e i fig. 2.
Med svetsning kan minimum av material användas,
varigenom viktsbesparingar ernås, och samtidigt kan
utan större svårigheter materialet rationellt anhopas
å punkter, vilka lokalt erfordra viss förstärkning. Vid
användande av bultförband bliva de i ovanstående
figurer visade knutpunkterna avsevärt mera
komplicerade.
 |
| Fig. 5. Svetsning av motorfundament, olika stadier. |
För att svetsningen skall komma till sin fulla rätt
måste emellertid svetsaren icke blott äga erforderlig
skicklighet i fråga om själva svetsarbetet utan även
noggrann kännedom om huru hela arbetsobjektet i
detalj skall angripas. Han eller verkstadsledningen
måste alltså väl känna till vilka krympningar som
uppträda under arbetets fortskridande, och de måste
kunna bedöma den eventuella sneddragning av hela
systemet som fastsvetsandet av viss förstärkningsplåt
kan föra med sig. De måste också äga erfarenhet om
i vilken ordning vissa strävor till en knutpunkt skola
insvetsas för att uppträdande svetsspänningar i
konstruktionen skola nedbringas till minimum, och de
måste kunna rikta och utglödga hela den svetsade
konstruktionen, sedan samtliga knutpunkter blivit
färdigsvetsade. Detta är i allmänhet saker, som ej kan
för varje ny konstruktion omedelbart fastställas, men
år av erfarenhet beträffande svetsade konstruktioner
ge åt arbetarna en fond av kunskap som de intuitivt
tillämpa.
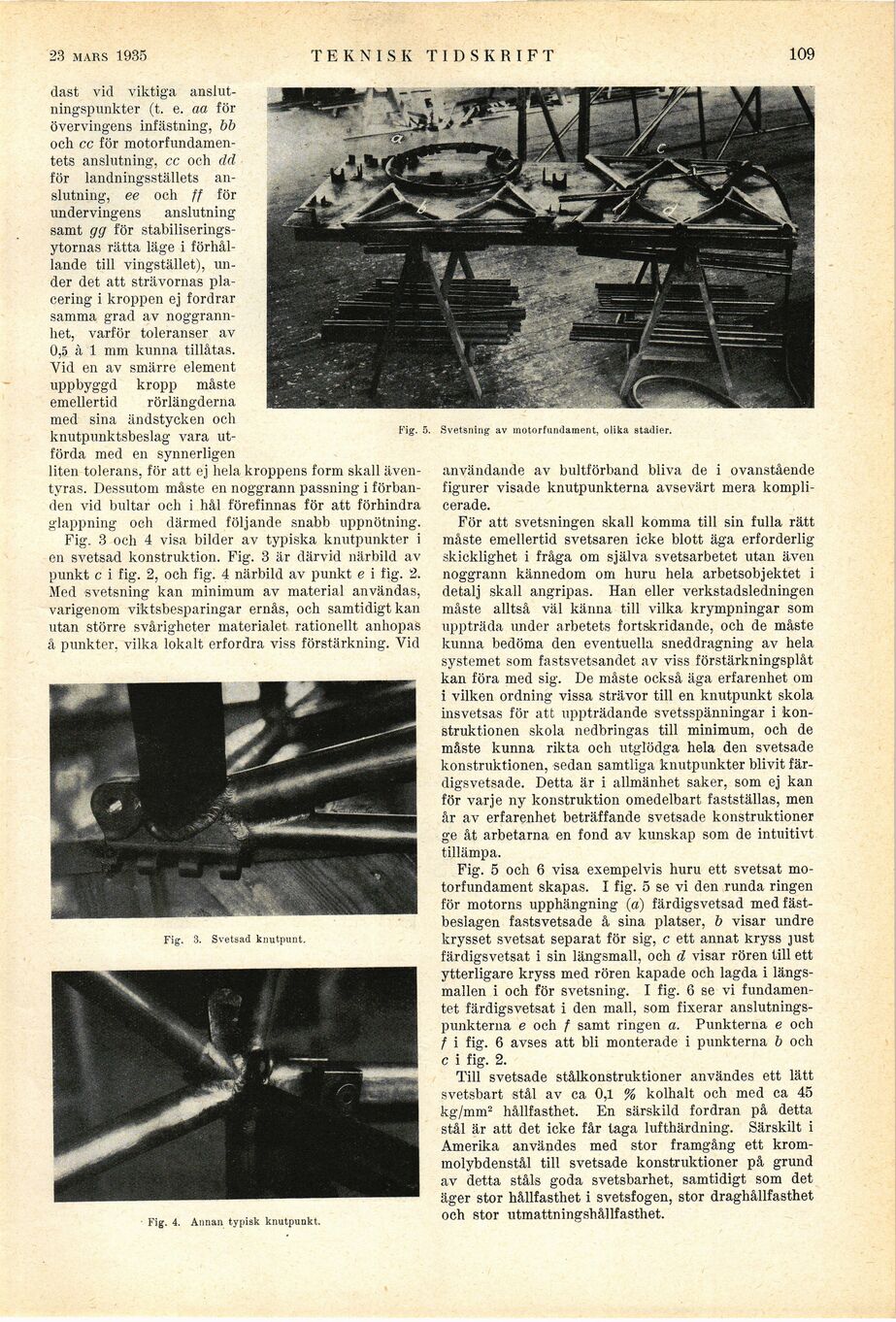
Fig. 5 och 6 visa exempelvis huru ett svetsat
motorfundament skapas. I fig. 5 se vi den runda ringen
för motorns upphängning (a) färdigsvetsad med
fästbeslagen fastsvetsade å sina platser, b visar undre
krysset svetsat separat för sig, c ett annat kryss just
färdigsvetsat i sin längsmall, och d visar rören till ett
ytterligare kryss med rören kapade och lagda i
längsmallen i och för svetsning. I fig. 6 se vi
fundamentet färdigsvetsat i den mall, som fixerar
anslutningspunkterna e och f samt ringen a. Punkterna e och
f i fig. 6 avses att bli monterade i punkterna b och
c i fig. 2.
Till svetsade stålkonstruktioner användes ett lätt
svetsbart stål av ca 0,1 % kolhalt och med ca 45
kg/mm2 hållfasthet. En särskild fordran på detta
stål är att det icke får taga lufthärdning. Särskilt i
Amerika användes med stor framgång ett
krommolybdenstål till svetsade konstruktioner på grund
av detta ståls goda svetsbarhet, samtidigt som det
äger stor hållfasthet i svetsfogen, stor draghållfasthet
och stor utmattningshållfasthet.
|
| Fig. 3. Svetsad knutpunt. |
|
| Fig. 4. Annan typisk knutpunkt. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:17:08 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1935a/0119.html


{kind=link}