
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 23 mars 1935 - Svetsning vid A.-b. Svenska järnvägsverkstäderna, av Bo Lundberg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
I senare fallet sammanhäftas
rören provisoriskt genom
punktsvetsning, varpå svetsningen fullbordas
utanför mallen, detta för att förhindra
uppkomsten av värmespänningar.
I fråga om de ofta omdiskuterade
för- och nackdelarna av svetsning av
stål i flygplanstillverkningen råda
ganska vitt skilda meningar. Detta
återspeglar sig tydligt i det förhållandet,
att många firmor med förkärlek
använda sig av svetsning överallt där
detta över huvud taget är möjligt,
under det att andra företag tillåta
svetsning endast i undantagsfall och ej
vid viktigare konstruktioner.
De sammanfogningsmetoder, som
komma ifråga jämsides med svetsning,
äro bultförband och nitning, varjämte
en del detaljer, såsom beslag o. dyl., i
stället för att utföras av
sammansvetsade element (jfr fig. 1) antingen
kunna gjutas, smidas eller pressas.
Vad då först fördelarna av svetsning
beträffar ligga dessa först och främst i möjligheten
till enkla samt koncentrerade och därmed lätta
konstruktioner. Svetsningen är dessutom i de flesta
fall en billig tillverkningsmetod isynnerhet när det
gäller att göra enstaka exemplar av detaljer.
Någon invändning gentemot den rätt utförda
svetsningens tillförlitlighet torde ej längre kunna
framställas. De största nackdelarna ifråga om svetsning
bestå i stället i den omfattande kontroll, som är
nödvändig för upprätthållandet av denna
tillförlitlighet samt den likaledes erforderliga
specialutbildningen och yrkesskickligheten hos arbetarna. Därtill
kommer att svetsningsförfarandet vid
serietillverkning är tämligen ohanterligt och ej medger samma
möjligheter till minskning av
tillverkningskostnaderna vid massutförande, som exempelvis bultning
och nitning. Vad vidare de större svetsade
konstruktionerna beträffar, i första hand kroppsskeletten,
äro dessa enheter för stora för att smidigt kunna
inpassas i serietillverkning. Därtill kommer att
möjligheten till snabb utökning av produktionen är
begränsad på grund av den erforderliga
yrkesskickligheten hos arbetarna, som givetvis tager viss tid
att uppnå. Möjligheten att använda högvärdigt
material är även större vid icke svetsade
konstruktioner. En ytterligare anledning varför man numera
vill bygga upp i synnerhet kroppen av hopbultade
löstagbara stavar äro de härigenom förbättrade
reparationsmöjligheterna.
 |
| Fig. 1. Exempel på svetsade beslag. |
|
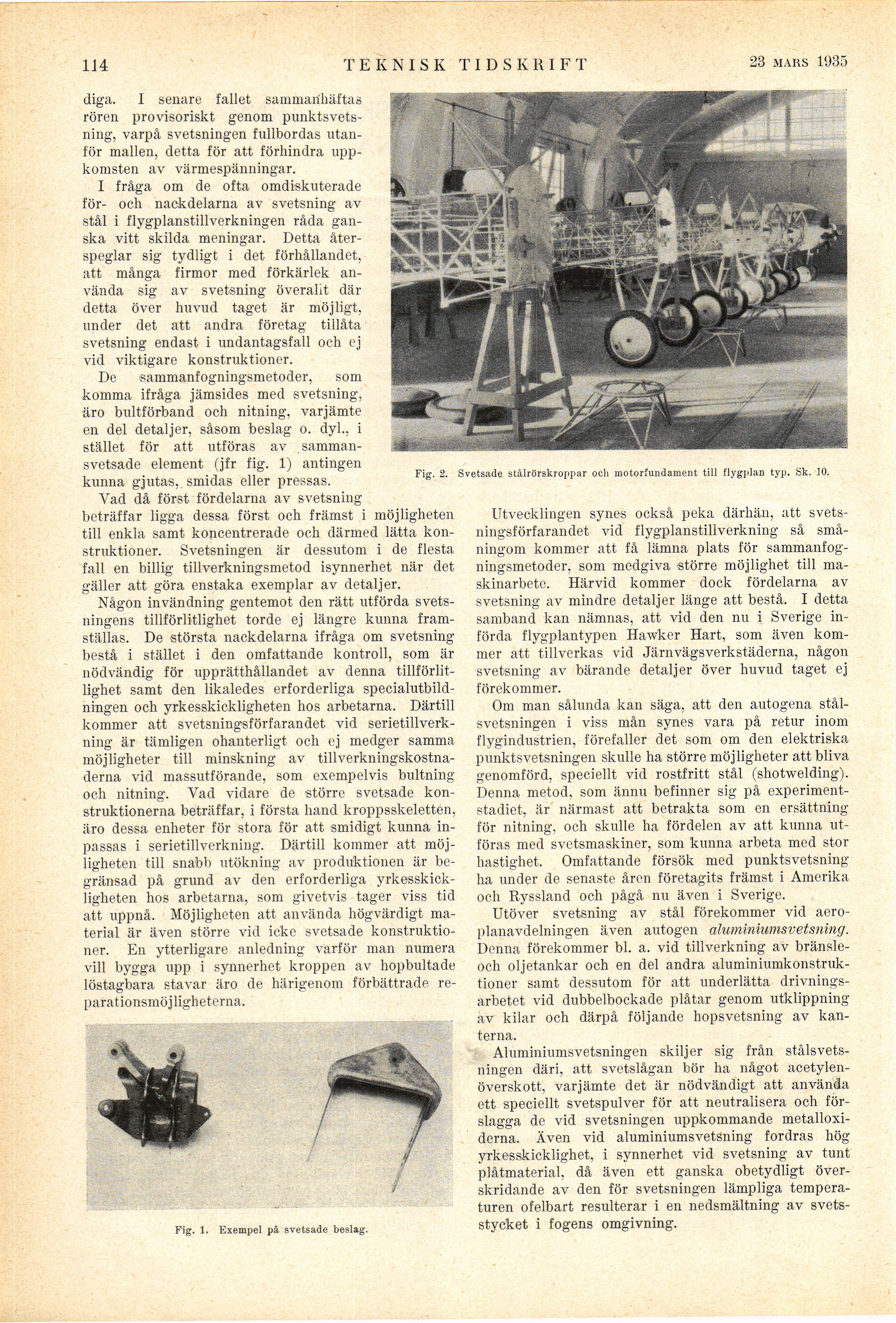
| Fig. 2. Svetsade stålrörskroppar och motorfundament till flygplan typ. Sk. 10. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}