
Full resolution (JPEG) - On this page / på denna sida - Häfte 16. 20 april 1935 - Glastillverkningen i Sverige, av Edv. Strömberg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
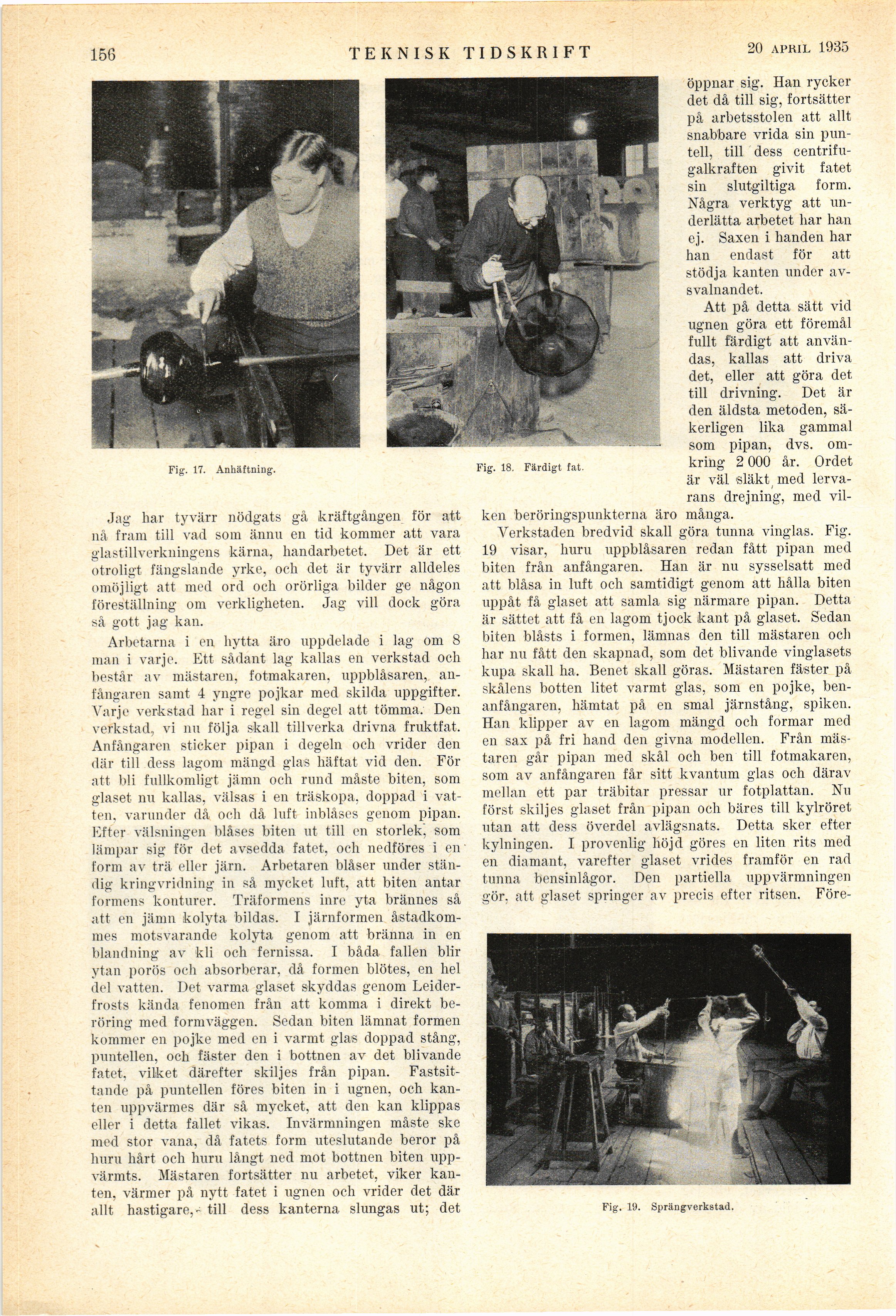
Fig. 17. Anhäftning.
Jag har tyvärr nödgats gå kräftgången för att
nå fram till vad som ännu en tid kommer att vara
glastillverkningens kärna, handarbetet. Det är ett
otroligt fängslande yrke, och det är tyvärr alldeles
omöjligt att med ord och orörliga bilder ge någon
föreställning om verkligheten. Jag vill dock göra
så gott jag kan.
Arbetarna i en hytta äro uppdelade i lag om 8
man i varje. Ett sådant lag kallas en verkstad och
består av mästaren, fotmakaren, uppblåsaren,
anfångaren samt 4 yngre pojkar med skilda uppgifter.
Varje verkstad har i regel sin degel att tömma. Den
verkstad, vi nu följa skall tillverka drivna fruktfat.
Anfångaren sticker pipan i degeln och vrider den
där till dess lagom mängd glas häftat vid den. För
att bli fullkomligt jämn och rund måste biten, som
glaset nu kallas, välsas i en träskopa, doppad i
vatten, varunder då och då luft inblåses genom pipan.
Efter valsningen blåses biten ut till en storlek, som
lämpar sig för det avsedda fatet, och nedföres i en
form av trä eller järn. Arbetaren blåser under
ständig kringvridning in så mycket luft, att biten antar
formens konturer. Träformens inre yta brännes så
att en jämn kolyta bildas. I järnformen
åstadkommes motsvarande kolyta genom att bränna in en
blandning av kli och fernissa. I båda fallen blir
ytan porös och absorberar, då formen blötes, en hel
del vatten. Det varma glaset skyddas genom
Leiderfrosts kända fenomen från att komma i direkt
beröring med formväggen. Sedan biten lämnat formen
kommer en pojke med en i varmt glas doppad stång,
puntellen, och fäster den i bottnen av det blivande
fatet, vilket därefter skiljes från pipan.
Fastsittande på puntellen föres biten in i ugnen, och
kanten uppvärmes där så mycket, att den kan klippas
eller i detta fallet vikas. Invärmningen måste ske
med stor vana, då fatets form uteslutande beror på
huru hårt och huru långt ned mot bottnen biten
uppvärmts. Mästaren fortsätter nu arbetet, viker
kanten, värmer på nytt fatet i ugnen och vrider det där
allt hastigare, till dess kanterna slungas ut; det
öppnar sig. Han rycker
det då till sig, fortsätter
på arbetsstolen att allt
snabbare vrida sin
puntell, till dess
centrifugalkraften givit fatet
sin slutgiltiga form.
Några verktyg att
underlätta arbetet har han
ej. Saxen i handen har
han endast för att
stödja kanten under
avsvalnandet.
Att på detta sätt vid
ugnen göra ett föremål
fullt färdigt att
användas, kallas att driva
det, eller att göra det
till drivning. Det är
den äldsta metoden,
säkerligen lika gammal
som pipan, dvs.
omkring 2 000 år. Ordet
är väl släkt med
lervarans drejning, med
vilken beröringspunkterna äro många.
 |
| Fig. 18. Färdigt fat. |
|
| Fig. 19. Sprängverkstad. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}