
Full resolution (JPEG) - On this page / på denna sida - Häfte 19. 11 maj 1935 - Verktygsstål och hårdmetall, av Hans Kjerrman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
pris, vinna mer och mer terräng på de båda övriga
typernas bekostnad, ett förhållande som givetvis
sammanhänger med förbättringarna på
arbetsmaskinernas område.
Tab. 2.
C % Cr % Wo % Va % Co % M
1 ......... 4,0 ca 18 ca 0,50—0,75 * *
2 ......... 4,5 18 1,5 * *
3 ......... 4,5 18 1,5 5 1,0
4 ......... 4,5 18 1,5 10 1,0
* Kan samtidigt förekomma i smärre kvantiteter, vanligen
upp till 0,5 % : i enstaka fall högre.
Av fig. 9 framgår hur snabbstålens skärförmåga
ändras med dess kemiska sammansättning. De
angivna värdena hava erhållits med tillhjälp av
korttidsprov, som ge en ungefärlig uppfattning om
stålens prestationsförmåga.
Det skall i detta sammanhang starkt poängteras,
att det icke allenast är den kemiska
sammansättningen, som är avgörande för stålets skärförmåga,
utan utförandet av värmebehandlingen spelar en
synnerligen betydelsefull roll.
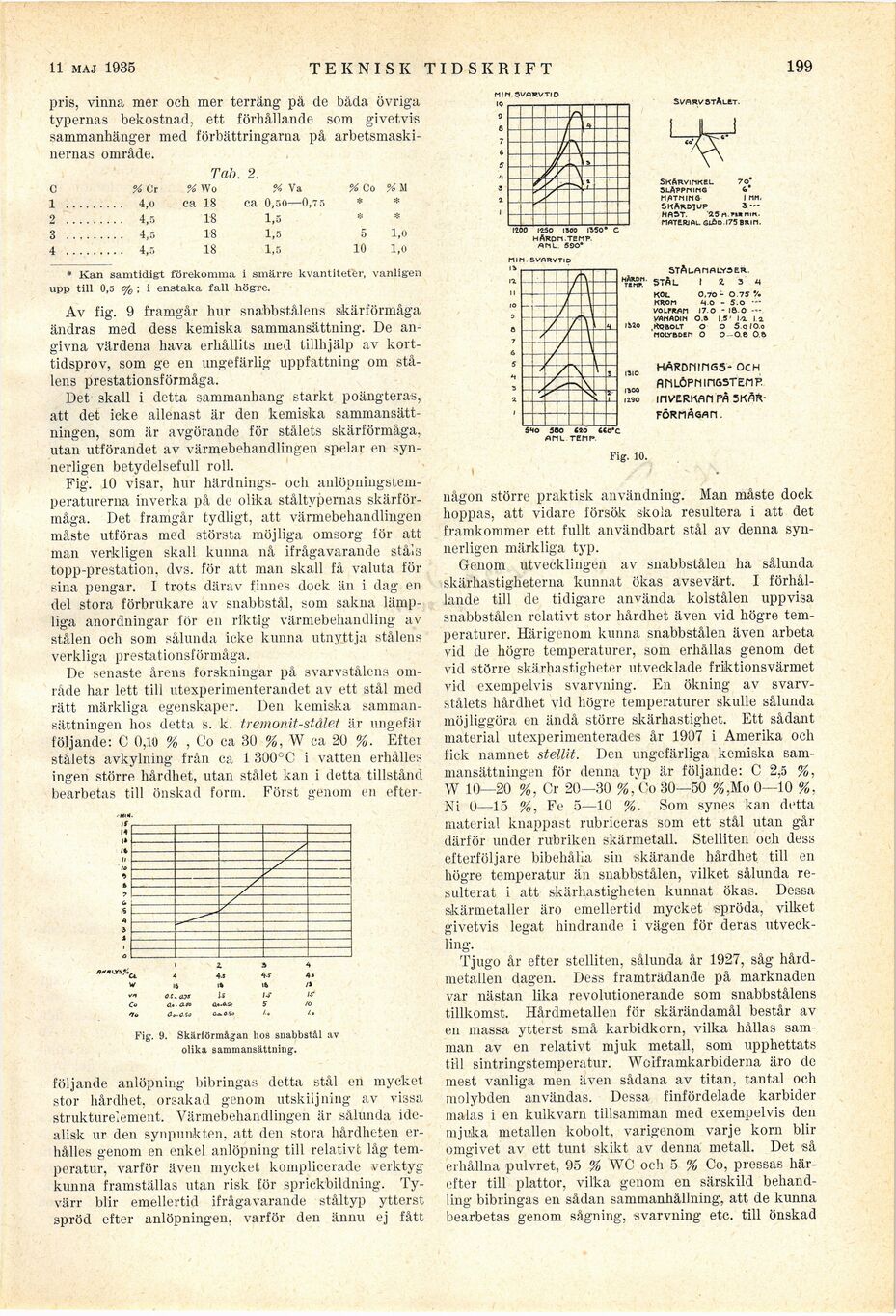
Fig. 10 visar, hur härdnings- och
anlöpningstemperaturerna inverka på de olika ståltypernas
skärförmåga. Det framgår tydligt, att värmebehandlingen
måste utföras med största möjliga omsorg för att
man verkligen skall kunna nå ifrågavarande ståls
topp-prestation, dvs. för att man skall få valuta för
sina pengar. I trots därav finnes dock än i dag en
del stora förbrukare av snabbstål, som sakna
lämpliga anordningar för en riktig värmebehandling av
stålen och som sålunda icke kunna utnyttja stålens
verkliga prestationsförmåga.
De senaste årens forskningar på svarvstålens
område har lett till utexperimenterandet av ett stål med
rätt märkliga egenskaper. Den kemiska
sammansättningen hos detta s. k. tremonit-stålet är ungefär
följande: C 0,10 % , Co ca 30 %, W ca 20 %. Efter
stålets avkylning från ca 1 300°C i vatten erhålles
ingen större hårdhet, utan stålet kan i detta tillstånd
bearbetas till önskad form.
 |
| Fig. 9. Skärförmågan hos snabbstål av olika sammansättning. |
|
| Fig. 10. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}