
Full resolution (JPEG)
- On this page / på denna sida
- Häfte 19. 11 maj 1935
- Verktygsstål och hårdmetall, av Hans Kjerrman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
| Fig. 14 — 16. Föremål av compoundstål. |
Då det gäller saxstål för varmklippning fordras,
att stålet har tillräcklig hårdhet även vid högre
arbetstemperaturer. Under klippning av exempelvis
varmt stål upphettas naturligtvis själva saxstålet.
Är detta tillverkat av exempelvis vanligt kolstål, blir
det utlöpt och oanvändbart redan vid relativt liten
stegring av temperaturen.
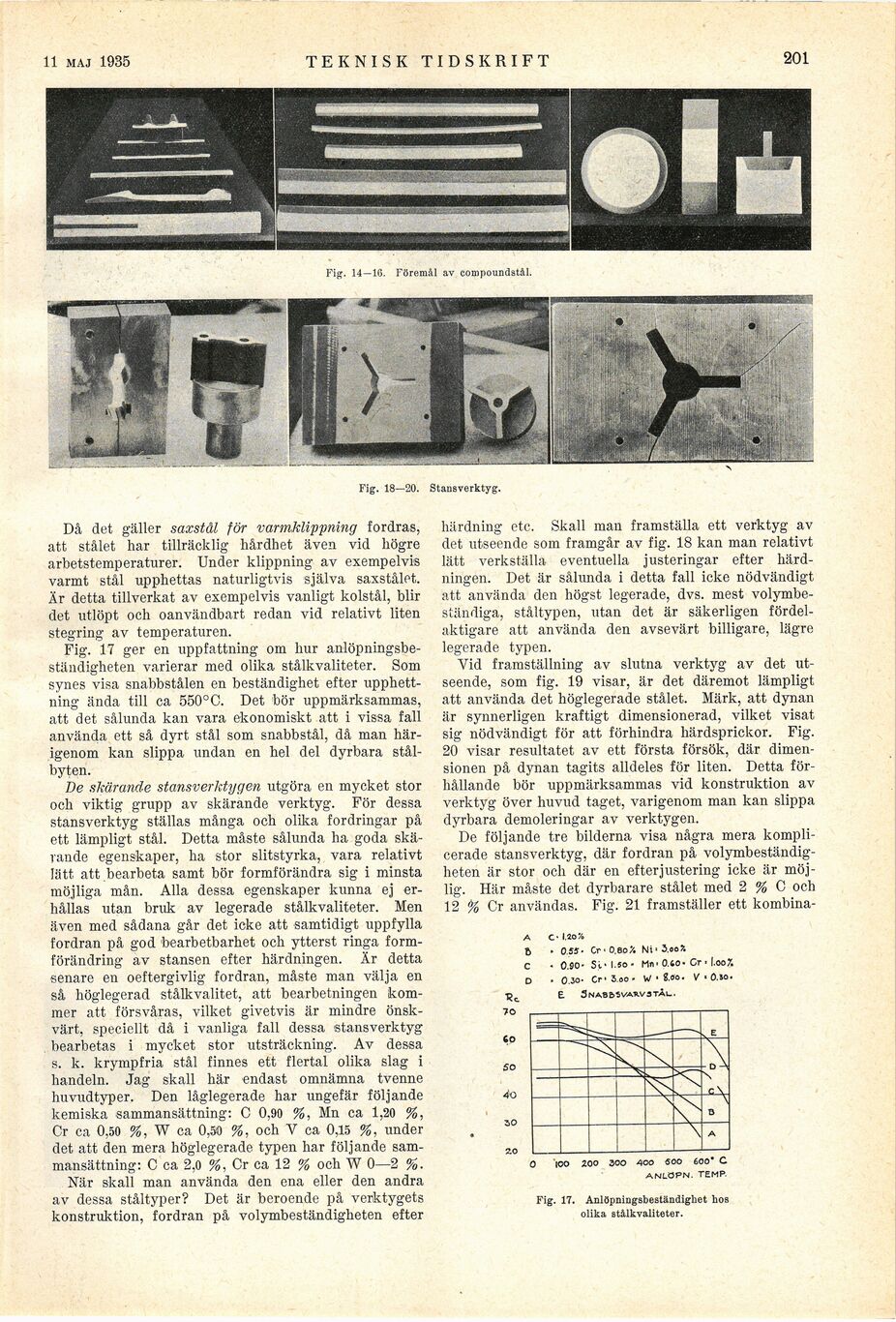
Fig. 17 ger en uppfattning om hur
anlöpningsbeständigheten varierar med olika stålkvaliteter. Som
synes visa snabbstålen en beständighet efter
upphettning ända till ca 550°C. Det bör uppmärksammas,
att det sålunda kan vara ekonomiskt att i vissa fall
använda ett så dyrt stål som snabbstål, då man
härigenom kan slippa undan en hel del dyrbara
stålbyten.
De skärande stansverktygen utgöra en mycket stor
och viktig grupp av skärande verktyg. För dessa
stansverktyg ställas många och olika fordringar på
ett lämpligt stål. Detta måste sålunda ha goda
skärande egenskaper, ha stor slitstyrka, vara relativt
lätt att bearbeta samt bör formförändra sig i minsta
möjliga mån. Alla dessa egenskaper kunna ej
erhållas utan bruk av legerade stålkvaliteter. Men
även med sådana går det icke att samtidigt uppfylla
fordran på god bearbetbarhet och ytterst ringa
formförändring av stansen efter härdningen. Är detta
senare en oeftergivlig fordran, måste man välja en
så höglegerad stålkvalitet, att bearbetningen
kommer att försvåras, vilket givetvis är mindre
önskvärt, speciellt då i vanliga fall dessa stansverktyg
bearbetas i mycket stor utsträckning. Av dessa
s. k. krympfria stål finnes ett flertal olika slag i
handeln. Jag skall här endast omnämna tvenne
huvudtyper. Den låglegerade har ungefär följande
kemiska sammansättning: C 0,90 %, Mn ca 1,20 %,
Cr ca 0,50 %, W ca 0,50 %, och V ca 0,15 %, under
det att den mera höglegerade typen har följande
sammansättning: C ca 2,0 %, Cr ca 12 % och W 0—2 %.
När skall man använda den ena eller den andra
av dessa ståltyper? Det är beroende på verktygets
konstruktion, fordran på volymbeständigheten efter
härdning etc. Skall man framställa ett verktyg av
det utseende som framgår av fig. 18 kan man relativt
lätt verkställa eventuella justeringar efter
härdningen. Det är sålunda i detta fall icke nödvändigt
att använda den högst legerade, dvs. mest
volymbeständiga, ståltypen, utan det är säkerligen
fördelaktigare att använda den avsevärt billigare, lägre
legerade typen.
Vid framställning av slutna verktyg av det
utseende, som fig. 19 visar, är det däremot lämpligt
att använda det höglegerade stålet. Märk, att dynan
är synnerligen kraftigt dimensionerad, vilket visat
sig nödvändigt för att förhindra härdsprickor. Fig.
20 visar resultatet av ett första försök, där
dimensionen på dynan tagits alldeles för liten. Detta
förhållande bör uppmärksammas vid konstruktion av
verktyg över huvud taget, varigenom man kan slippa
dyrbara demoleringar av verktygen.
De följande tre bilderna visa några mera
komplicerade stansverktyg, där fordran på
volymbeständigheten är stor och där en efterjustering icke är
möjlig. Här måste det dyrbarare stålet med 2 % C och
12 % Cr användas. Fig. 21 framställer ett
|
Fig. 17. Anlöpningsbeständighet hos
olika stålkvaliteter. |
|
| Fig. 18—20. Stansverktyg. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:17:08 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1935a/0211.html


{kind=link}